- Transport & Logistics
Forklift Trucks, Material Handling, Automated Guided Vehicles, Overhead Travelling Cranes - Electromobility
Electric Vehicles, Commercial Vehicles, Electric Boats, Aerial Work Platforms, Sweeper/Scrubbers,
Ground Support Equipment - Agriculture & Construction Industries
Agricultural and Construction Machines, Builders’ Hoists, Lifting Aids - Renewable Energies
Biomass Heating Systems, Wind Turbines - Industry & Machinery/Equipment Manufacturing
Safety and Testing Technology, Textile Machines, Building Services, Medical Technology, Machine Tools,
Pumps and Compressors, Other Applications - Individual Solutions
Precision Work Series
- Industries and Applications
- Products
- Product Search
Your perfect Drive Solution - Motors
The highest Energy Efficiency - Gearboxes & Geared Motors
Extremely smooth Running and precise Power Transmission - Frequency Inverter
Performance when it’s needed - Drives for Hoists
Maximum Reliability meets dynamic Running - Drives for Mobile Applications
All Drive Components from a single Source - Individual Developments
Know-how & Experience for your competitive Edge
- Product Search
- Competencies
- Engineering & Product Development
For a measurable Customer Benefit - Vertical Integration
From a single Source - Innovations & Trends
Successful Implementation of the best Ideas for forward-looking Solutions - Integrated Management System
Consistent Optimization - Supply Chain
Perfection in all Processes - Sustainable Human Resources Management
Long-term Prospects with ABM Greiffenberger
- Engineering & Product Development
- Service
- Company
- Careers
- Locations
Press Contact
Contact Us
Our press contact would be happy to assist you. Contact us for your
publication and for answers to your ABM-related questions.
ABM Greiffenberger Antriebstechnik GmbH
Dagmar Koziel | PR & Marketing
Friedenfelser Straße 24
95615 Marktredwitz | Germany
Phone: +49 9231 67-6387 Send an email
Fairs & Events
Rebuild Ukraine - International Trade Fair for Reconstruction, Energy Efficiency and Modernization of Ukraine
>Together with our sister companies from the senata Group, we will be exhibiting at the 5th International Exhibition and Conference ReBuild Ukraine: Construction & Energy.
You'll find us in Hall 4 / Booth D2 – We look forward to meeting you!
News
Statement on Recent Developments Related to Greiffenberger AG
>In light of recent reports concerning the publicly listed industrial Holding Greiffenberger AG and its subsidiary J.N. Eberle & Cie. GmbH (Augsburg), we would like to clarify the following:
ABM Greiffenberger Antriebstechnik GmbH has been fully independent of Greiffenberger AG since October 2016.
The current developments surrounding Greiffenberger AG and J.N. Eberle & Cie. GmbH have no impact whatsoever on our company. There are no corporate or operational ties.
Since October 1, 2016, ABM Greiffenberger Antriebstechnik GmbH, including all subsidiaries, has been 100% part of the senata GmbH, headquartered in Freising.
What this means for our customers and partners: ABM stands for continuity, reliability, and long-term planning reliability in every business relationship. Backed by the strength of the senata group, we combine financial stability with a clear strategic focus to actively drive our markets forward.
Our position is clear:
ABM Greiffenberger Antriebstechnik is an independent, high-performance partner for sophisticated drive solutions in machinery, industrial systems, and mobile applications – worldwide.
We put Ideas into Gear!
ABM Supports Youth Work of MSC Marktredwitz
>ABM Greiffenberger Antriebstechnik GmbH expresses its gratitude to MSC Motorsportclub Marktredwitz e.V. with a donation for their excellent support during the apprentice event “WITRON meets ABM” in November 2025.
On this occasion, around 50 apprentices from the WITRON Group in Parkstein visited ABM in Marktredwitz. Together with our ABM apprentices, they spent a day full of exciting insights – both into ABM’s production and into the new EDEKA logistics center in Marktredwitz. There, WITRON systems are used that are equipped with ABM drive solutions. The day offered intensive exchange and hands-on experiences with a strong connection to the region and to one of Germany’s most significant logistics projects.
For the activity day, the MSC provided its petrol-powered go-karts, giving the young participants an extraordinary driving experience. Another highlight was the electrically powered e-kart, which our ABM apprentices designed and built independently – a project that demonstrates technical commitment, creativity, and team spirit.
As a token of appreciation, ABM presented a donation cheque of 500 euros in support of the MSC’s youth work.
“As a company based in Marktredwitz, it is of central importance to us to support regional partners. Local, targeted assistance is close to our hearts – we want to take action where our support truly makes a difference and creates positive momentum for young people,” says Torsten Müllner, CEO of ABM Greiffenberger Antriebstechnik GmbH.

Cheque presentation to representatives of MSC Marktredwitz
From left: Roswitha Gerstner, Heinz Pogrzeba, Klaus Gottfried, Karin Gottfried, Andreas Weinberger (all MSC), Torsten Müllner (Managing Director, ABM), Christina Günther (Head of Human Resources, ABM), Eduard Eckenberger (Trainer Electrical Engineering Department, ABM)
ABM Celebrates 570 Years of Employee Service
>On Thursday evening, December 4, 2025, ABM Greiffenberger Antriebstechnik GmbH honored the decades-long commitment of its employees at the “Zum Hirschen” country inn in Rodenzenreuth. A total of 21 colleagues were recognized – together they represent an impressive 570 years with the company.
In his speech, CEO Torsten Müllner emphasized the importance of long-serving employees:
“In challenging times like these, this celebration is far more than a formal gesture. It shows how strongly ABM is supported by expertise, loyalty, passion, and experience. People who take responsibility over many years give our company a face and an identity. For this, I thank you personally and on behalf of the entire company.”
Alexander Schäffler, Head of Operations, and Works Council Chairman Jan Tröger also expressed their gratitude to the colleagues and highlighted the great value that long-standing experience brings to day-to-day operations and the company’s development.
Eighteen employees were honored for 25 years with the company, and three colleagues were recognized for an impressive 40 years of service at ABM.
The evening offered space for many personal conversations, shared memories, and reflections spanning several decades of working together. With this strong sense of continuity within the team, ABM Greiffenberger looks confidently toward future challenges – well positioned through experience, dedication, and unity.

Left to right: Jan Tröger (Works Council Chairman), Torsten Müllner (CEO), Andreas Forster, Stephanie Adler, Marco Meier, Ewald Kastner, Jürgen Ehmes, Ayhan Budan, Jürgen Simmler, Thomas Schüler, Matthias Bähr, Sabine Karawassilis, Sandro Möse, Kay-Peter Huber, Mehmet Erduran, Lars Fischer and Alexander Schäffler (Head of Operations)
Apprenticeship Day connects Two Strong Partners
>When young people experience what modern industry can achieve, enthusiasm for future-oriented professions begins to grow. That is exactly what happened on Monday, when 50 apprentices from the WITRON Group in Parkstein visited ABM Greiffenberger GmbH in Marktredwitz. Together with ABM’s own apprentices, they spent a day full of insights, exchange, and hands-on experiences – with a strong link to the region and to one of Germany’s most significant logistics projects currently underway.
Insight into Precision and Performance from Marktredwitz
To start the day, Sales Director and Managing Board Member Alexander Hecht warmly welcomed the guests and introduced the company. ABM Greiffenberger develops and produces customized drive systems – consisting of motors, gearboxes, inverters, and complementary components such as brakes. These solutions are used in a wide variety of applications, including conveyor technology, material handling, and mobile working machines.
A Fascinating Look Inside the New EDEKA Logistics Center
The next stop was the new EDEKA logistics center near Marktredwitz – a project that has attracted attention far beyond the region. The facility is one of the most modern of its kind and will secure numerous long-term jobs in northeastern Bavaria. The reason for the visit: Many of the systems operating there are WITRON solutions powered by ABM drives. On site, the apprentices were able to see how automated processes, sensors, and energy-efficient drive units work together seamlessly to ensure smooth logistics operations – high-tech with a regional signature.
An Energetic Finale with a Self-Built Electric Go-Kart
In the afternoon, another highlight awaited the group: At the “Bahneinzelgrund” site on Rößlermühlstraße in Marktredwitz, participants tested an electrically powered go-kart that ABM apprentices had built as their own project – naturally equipped with an ABM drive. The vehicle impressively combines enthusiasm for learning, craftsmanship, and technical understanding. During a small race, the fastest driver was crowned before everyone wrapped up the day in high spirits.
A Day That Shows What Is Being Created Here
“We want to inspire our young talent and show what can be achieved here on site with expertise and innovative strength,” says Alexander Hecht. “As a company from Marktredwitz, we are proud to contribute to the region’s technological development together with partners like WITRON. The visit to the EDEKA logistics center once again made it clear: When technology, automation, and strong drive solutions come together, something remarkable is created. For the apprentices, it was a day full of new experiences – for us, a day that shows: Our region has a strong future.”
With the exchange between WITRON and ABM, two leading industrial companies from the Upper Palatinate are strengthening not only their partnership but also the appeal of technical professions in the region. Young professionals are able to experience first-hand just how much innovation and expertise are rooted in northeastern Bavaria – and that modern industrial work is anything but grey and monotonous.




ABM Celebrates 405 Years of Employee Service
>On Thursday, November 28, 2024, a special event took place at the "Zum Hirschen" country inn in Rodenzenreuth: ABM Greiffenberger GmbH honored long-serving employees for their impressive loyalty and dedication to the company. Together, they celebrated an extraordinary total of 405 years of service.
In his welcoming speech, Torsten Muellner, CEO of ABM, emphasized the importance of long-serving employees for the company’s success:
"No company can be strong if it cannot rely on strong employees. With their expertise, passion, and loyalty, our anniversary employees have made a significant contribution to making ABM what it is today. We would like to sincerely thank them for this."
Jan Troeger, Chairman of the Works Council, also acknowledged the achievements of the jubilarian employees and highlighted the close relationship that has developed over the years between the staff and the company.
The awards ceremony included three employees with 25 years of service, seven employees with 40 years of service, and one particularly remarkable achievement: Mr. Anastasios Peponis celebrated an incredible 50 years at ABM—a milestone that is rarely reached.
After a festive dinner, the management and works council presented personal gifts to the jubilarians, accompanied by a review of their professional careers. The evening ended with a group photo and a relaxed gathering, during which anecdotes from many decades were shared.
ABM is proud of the commitment and loyalty of its employees—an achievement that radiates far beyond the company’s borders.
From left: Jan Troeger, Anastasios Peponis, Mario Ibanez, Beate Zehrer, Volker Michel, Mathias Friedrich, Andreas Nickl, Martina Bartmann, Michael Pollak, Torsten Muellner
Three Young Talents Begin Their Careers at ABM
>Under our motto “Together we put ideas into gear”, ABM welcomed three new trainees on September 02, 2024. With these new additions, we are currently training a total of 27 specialists.
The trainee’s journey began with a welcome day, during which their parents also participated in a factory tour to learn and have a proud feeling of where their loved ones will spend their future. Further training sessions and induction activities are scheduled for the coming weeks. “Comprehensive support and targeted encouragement during training are the key to a successful development of our young specialists,” emphasizes Torsten Muellner, CEO at ABM.
“We place great importance on fostering a strong sense of community,” explains Christina Guenther, Head of Human Resources at ABM. “In addition to varied training, our apprentices can look forward to the annual training trip in the fall - a highlight that strengthens team cohesion and encourages networking across the trainees.”
Get to know us
Would you like to find out more about your opportunities at ABM and the benefits we offer? Then visit us at one of the following training fairs and get all the information you need first-hand:
- September 28, 2024 – Fichtelgebirgsrealschule Marktredwitz
- October 19, 2024 – School Center Kemnath
We also offer orientation days and student internships to help you explore your career options. Visit our careers portal at www.abm-drives.com for all the details.
Applications for the 2025 Training Year
We are now accepting applications for 2025. The process is simple: choose your desired apprenticeship at https://www.abm-antriebe.de/en/careers/job-offers, enter your details, upload your certificates and CV—and you're in!

From left to right:
Marc Mayer (Youth & Trainee Representative), Marco Meier (Vice Chairman of the Works Council), Eduard Eckenberger (Trainer Electrical Engineering), Jan Tröger (Chairman of the Works Council), Simon Pöllath, Emilian Gschwend, Christina Günther (Head of Human Resources), Torsten Müllner (CEO) und Sebastian Prechtl (Training Manager)
Not in the picture: Our new apprentice Younes Achernan
Efficient and Economical Horizontal Movements
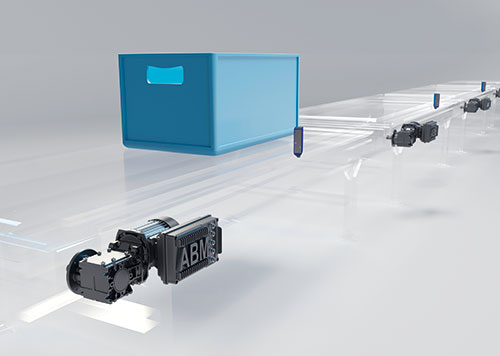
>One of ABM Greiffenberger's product innovations is the highly integrated drive system for roller conveyors. During development, the specialists focused on making it compact, efficient and economical. This provides users with a particularly powerful and productive solution for horizontal conveyor technology.
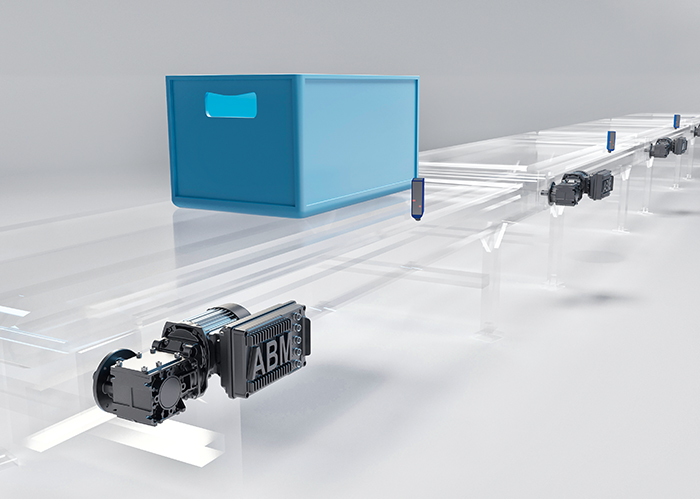
The drive system for roller conveyors consists of a synchronous motor with an integrated controller. It has a rated output torque of 4.5 Nm with almost double the overload capacity and can move loads of up to 180 kilograms. The direct drive is a complete one-piece motor-inverter unit. This universally applicable new development is suitable for a wide range of container conveyor technology applications, including roller conveyors and curved belts.
One for All
ABM covers all common requirements in container and pallet conveyor technology with one motor. This allows system integrators to reduce complexity and the number of variants, which has a positive effect on overall costs. The drive can be easily integrated into specific application thanks to the various mounting options. Due to the high temperature range of -30 to +40 degrees Celsius, it is also predestined for deep-freeze storage.
ABM has optimized the motor technology and thus increased the energy efficiency to a maximum – this reduces the CO2 footprint. The overall system is also sustainable and resource-saving thanks to an optimized use of materials. Another advantage for the operator is the rapid return on investment: the reliable and efficient performance of the sensorless controlled drive also saves significant costs. As a result, this system solution works without the encoders, which are cost-intensive and prone to fail.
The drive specialist has designed all of the controller's connections to be pluggable. This significantly reduces the installation effort. The controller is easily controlled via the integrated multi-protocol Ethernet interface. System updates are also readily available via this interface. There is also a predictive service module: Machine-to-machine communication enables predictive maintenance and therefore smooth operation of the system - the user benefits from very high availability.
Also for high loads
As an intralogistics partner, ABM also offers complete system solutions for extended bin or pallet conveyor technology, i.e. for transporting loads of up to one ton per load carrier: Intelligent combinations of motor, gearbox and controllers from the modular system reduce the number of variants here too. The motors can be combined with angular, helical and parallel shaft gearboxes. This allows users to minimize their stock and still have the right component on hand quickly when required, another substantial benefit.
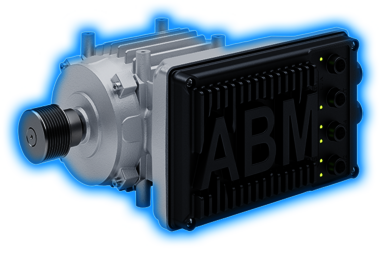
The new highly integrated drive system for roller conveyors impresses with maximum efficiency and economy.
An accumulation roller conveyor with a Sinochron motor as a direct drive – controlled with an ABM inverter.
Measurable Customer Benefits for a Competitive Advantage
>In every industry - often even within a product range - very specific requirements apply to the drive solutions used. Only when these are fully integrated, it is possible to achieve the optimum level of performance and efficiency. With its comprehensive know-how, ABM develops and manufactures electric motors, gearboxes and controllers. With its broad product range and high level of manufacturing integration, the full-range supplier finds the optimum solution for every requirement.
ABM defines performance not only just by torque, but above all by the measurable usefulness to customers. With its engineering expertise and state-of-the-art testing technologies, the drive specialist develops a broad technology platform for motors, gearboxes and controllers. Using an intelligent modular system, the supplier can adapt the various gearbox designs to the respective application and provide the user with a quickly available and cost-efficient drive solution in terms of functionality and efficiency. ABM also offers concepts adapted to specific industries. ABM is also a development partner for individual system solutions that are precisely tailored to a specific application.
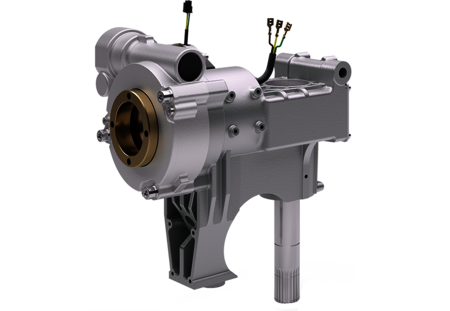
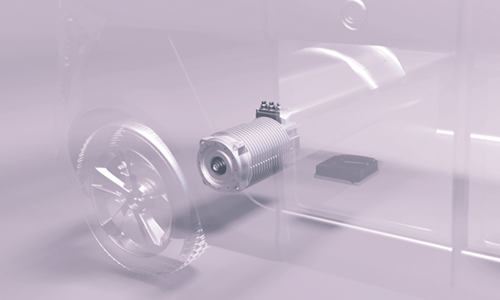
These include, for example, generators that are installed in a truck axle module. This module generates energy while the trailer is in motion in order to supply cooling units with CO2-neutral and quiet electricity. The two built-in generators provide double the power and reliability. ABM has designed the housing specifically for the application to ensure optimum air cooling. This solution is designed in protection class IP6K9K. This means that the housing is dust-tight and can be cleaned under high pressure. The generators are optimized and compactly housed in the axis. Durable, robust and efficient, they form a reliable basis for sustainable and powerful energy generation.
ABM has developed another solution for medical and rehabilitation technology. Special drives are often used in these areas, which have to combine many functionalities in a very small space with very high demands on safety, precision, comfort and reliability - for example in stair lifts. In addition to the travel movement along the stairs, seat leveling is also required to compensate for different gradients. The two functions of travel and leveling are conveniently located in one drive unit. And because the housing can absorb external forces, this solution requires fewer components. The drives also run particularly quietly and smoothly. The drive specialist supplied a compact unit comprising motor, gearbox and controller from a single source.
For highly efficient pump systems, the ABM engineers designed a pump and gearbox housing from just one part. The drive solution is precisely adapted to the required function, interfaces are eliminated and the installation space is used to the maximum. ABM thus demonstrates a very high level of system integration. The pump can be operated using a special eccentric mechanism. The combined gear and pump lubrication ensures sustainability. This unit is also easy to service and maintain.
ABM has also tailored compact and safe drives for construction elevators precisely to their function. The interface is designed specifically for the application. Because load-bearing and guiding elements are integrated into the gearbox housing, the drive not only moves the construction elevator, but also ensures that the cage is held securely and runs reliably with guidance. The drive can be installed quickly and easily thanks to plug-and-play. And because ABM was able to reduce the number of components, the user saves costs.
Customized system solution for the electrification of a truck refrigeration unit: maximum emission reduction and efficient use of kinetic energy when driving and braking.
Precise, convenient and reliable: Drive units for stairlifts.

Compact and safe drives for construction elevators: The gearbox housing incorporates load-bearing and guiding elements.
Focus on Sustainability and Efficiency
>ABM will present complete drive solutions for a wide range of intralogistics applications at the upcoming LogiMAT in Stuttgart (19–21 March) in Hall 3 at Booth 3B15. The system supplier tailors the drive solutions in close cooperation with the customer to his unique application and requirements – while maintaining a strong focus on ensuring sustainability and efficiency of the proposed drive package.
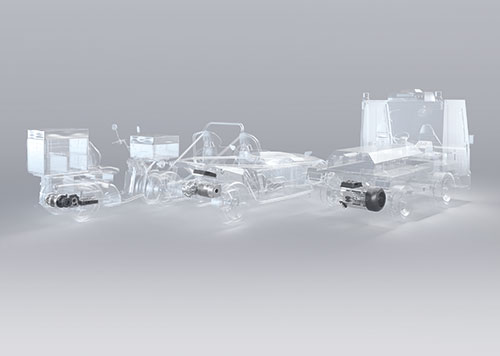
As a full-service provider, ABM develops and manufactures drive systems for stationary and mobile applications in all areas of intralogistics. In electric buses or trucks they are used, for example, for auxiliary units such as hydraulic pumps, air compressors and cooling fans. They are also installed in pallet trucks, forklift trucks and automated guided vehicles (AGVs) as well as in container and pallet conveyors, cranes and industrial doors. The system solutions consist of motors, gearboxes, brakes and inverters – selectively for mains or battery power supply.
All Drive Components for Traction, Lifting and Steering
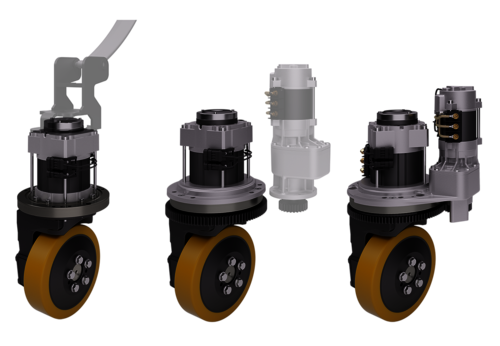
ABM offers all drive solutions for driving, lifting and steering of forklift trucks as a single source. The motors, gearboxes and inverters comply with strict environmental requirements, are safe and are extremely responsive for precise movements even at low speeds. One of the available drive options are the two stage bevel gearbox units of the series TDB. These drive units come with plug-and-play capability for easy integration and are both powerful and energy-efficient. They offer high power densities at optimum efficiencies. The compact series is available with manual or individual steering as well as with integrated electric steering drive.
The drive specialist will present the TDH series electric-steering hub-wheel drive units with inverters for AGVs, pallet jacks, cleaning machines, industrial trucks or track-bound vehicles. These units are compact, robust and capable of handling high static and dynamic wheel loads. For the motor control specific sensors that record speed, rotor position and temperature are included.
Driven with High Energy Efficiency
The wide product range includes induction motors as well as the sustainable and high-efficiency Sinochron motors. Because Sinochron motors already meet the requirements of premium energy efficiency class IE5, users do not have to worry about compliance with legal regulations. The synchronous motor has a compact design and can easily be integrated into systems. With the unique feature sensorless control, the inverter calculates the rotor speed and the instantaneous rotor angle from electrical feedback. With this data, the currents for torque generation can be fed precisely to the motor. The motor can be optimally controlled over a wide speed range with a high starting torque – without the need for expensive sensors.
The comprehensive product range also contains helical gearboxes with torques from 30 to 2000 Nm, parallel shaft gearboxes with 50 to 2300 Nm and angular gearboxes with 60 to 450 Nm. They can be supplied with flanges, solid shafts or hollow shafts. Also available are brakes and sensors.
Via an intelligent modular system, the provider can adapt the various gearbox configurations to the respective application and rapidly deliver a drive solution with high cost efficiency with regard to functionality and efficiency. ABM also offers industry-tailored concepts. For special applications, ABM can also develop completely new system solutions as partners in close cooperation with customers.
Highly Integrated Drive System for Accumulation Roller Conveyors as a Trade Fair Premiere
One innovation example is the highly integrated drive system for accumulation roller conveyors. During development focus was placed on compactness, maximum efficiency and cost. Efficient and dynamic motors are installed as direct drives for small loads. For higher loads – such as in pallet conveyors – the drives can be combined with angular, helical or parallel shaft gearboxes. Added to that is an inverter series designed especially for intralogistics applications. This series is available in three sizes with power outputs of up to 2.2 kW and a high overload capacity of 250 per cent. With the series, ABM covers all common applications in container and pallet conveyor systems. And because most drives in intralogistics only operate at part load, the Sinochron motor with sensorless control are the perfect match.
Sustainability Award
With the ePower axle module from BPW Bergische Axis KG, ABM will present an example of sustainability and efficiency in Stuttgart. The axle module generates energy when the trailer is in motion and uses it to power cooling units quietly and in a CO2-neutral manner. Two generators from ABM double the power and make the system fail-safe. The overall system, awarded the European Transport Award for Sustainability in the category ‘Components and Aggregates’, not only addresses the challenges of the industry, but actively contributes to the avoidance of impending driving bans and delivery restrictions.
ABM supplements ePower with many customer benefits. The generators are optimized and housed compact in the axle. Through their longevity, robustness and efficiency they provide a reliable basis for sustainable and high-performance energy generation throughout the entire trailer journey.
New Development: Externally Excited Motor
An externally excited motor for e-mobility, which is still under development at ABM, is also sustainable and efficient. At its booth, ABM will offer an early look at the innovation, which is completely free of rare earth magnets. The good field weakening behaviour mirrors the torque/speed requirements for traction drives, because they can be controlled more efficient and variable.
ABM supplies drive solutions for intralogistics as a single source. The customer receives a tailored, installation-optimized, highly energy-efficient solution for the given application. With this, ABM continues to pursue its goal of delivering high-quality, reliable drive solutions and as a partner supporting its customers with engineering and manufacturing expertise.

ABM’s new inverters are used in all common container and pallet conveyor applications.
An accumulation roller conveyor with a Sinochron motor as a direct drive – controlled with an ABM inverter.

The two-stage bevel gearbox drive units in the TDB series have plug-and-play capabilities for easy integration.
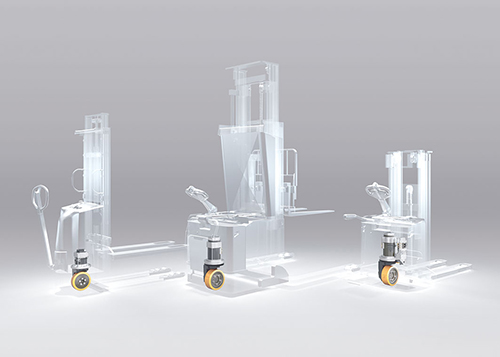
As a systems supplier, ABM offers all drive systems for driving, lifting and steering forklift trucks and pallet trucks from a single source.
ABM presents highly flexible System Solutions at SPS 2023
>ABM Greiffenberger will present all-in-one drive solutions at the SPS (14 through 16 November in Nuremberg, Germany) in Hall 3a at Booth 400. With solutions precisely tailored to individual requirements, high quality is ensured. Depending on the task, the systems supplier can assemble one using standard modules, supply a solution for a specific industry or develop a tailored solution in close cooperation with the customer as partner.
As a full-service provider, ABM Greiffenberger develops and manufactures drive systems for stationary and mobile applications. These are suitable for numerous industries such as machinery / equipment manufacturing, intralogistics, electric vehicles, medical technology, energy, gases and fluids, and many other fields. The drive systems include not only induction motors – but also permanent magnet synchronous motors: With their high efficiencies, motors in this series can further improve the energy balance of the drive systems. The requirements of premium energy efficiency class IE5 are already met. The Sinochron motor features a compact design, can easily be integrated into an overall system – and offers sensorless operation. As a result, the series can apply the full torque immediately for starting from a standstill. This is a clear added value that sets it apart from other products on the market, especially in terms of availability, performance and cost.
The portfolio also includes helical, parallel shaft and angular gearboxes with various configurations, e.g. with flange, solid shaft or hollow shaft. ABM additionally offers gearboxes, combined with induction or Sinochron motors, with inverters for specific industries and applications. Inverters are optionally available with various BUS systems for enabling connectivity – ‘digitalization’ is the keyword here. The inverters can be installed centrally in the control cabinet or in decentralized positions in the field and are also available in customized versions.
The drive specialist thus has myriad combination possibilities available for a wide range of applications – to provide both perfectly fitting standard or custom solutions. To be able to do this, ABM has an intelligent modular system containing the various gearbox configurations, which the provider adapts to the respective application. The user receives a drive solution that is quickly available and offers cost efficiency in terms of functionality and power consumption for the given application.
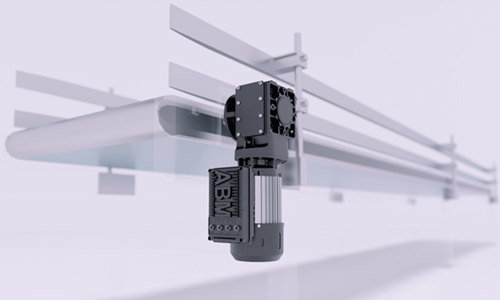
ABM also offers industry-specific drive solutions – such as hoist drives: Parallel shaft geared drive units with additional special properties for hoisting applications such as bridge cranes.
If a special application-specific drive system is needed, ABM can also develop a completely new system solution in close cooperation with the customer as a partner. The individual solution is precisely tailored to the requirements and offers maximum added value in terms of performance and energy efficiency as well as permanently and considerably lowered costs.

ABM offers system solutions from an extensive portfolio of motors, gearboxes and controllers.
Individually tailored to conveyor applications: Geared motor and inverter are selected from a modular system.
ABM also supplies industry-specific lifting solutions consisting of geared motors and inverters.

System integration at the highest level - Specific solutions are developed for a given application, e.g. a stair lift, in close cooperation with the customer.
ABM Greiffenberger welcomes nine Trainees
>This year the ABM Greiffenberger team welcomes nine trainees. Starting on September 01, 2023, they are learning technical professions like electronic technician for machines and drive technology, mechatronic engineer, tool maker and metal cutting machine operator. With them, a total of 31 young talents complete their apprenticeship at ABM Greiffenberger. All graduates from 2022/2023 were offered permanent employment.
„We focus on targeted development of young people to meet our need of skilled trades. Our trainees receive comprehensive support and encouragement. After successful completion, we offer a wide range of prospects and career paths“, explains Thomas Heim, Managing Director of ABM Greiffenberger Antriebstechnik GmbH. As an employer, ABM Greiffenberger offers many advantages. “During the apprenticeship, we cover the costs for work clothes and textbooks, for example, and good results in the intermediate and final exams are rewarded. In addition, our trainees – like all employees can cash in on numerous benefits such as job bikes, employee discounts, a company pension scheme, holiday and Christmas bonuses and much, much more.”
Vacant Apprenticeship Positions 2023 / 2024
In order to successfully meet the challenges of filling apprenticeship positions, ABM Greiffenberger offers young people assistance in choosing a career at an early stage. Be it through meet and greet days and student internships at ABM, participation in recruiting fairs as well as presentations at schools or even an own day of training.
On the career portal www.abm-drives.com of ABM Greiffenberger, interested parties can always find all open apprenticeship positions for the year 2024 as well as information on further entry and career opportunities. You are also welcome to meet our team in person. We will be available at the following events to answer all your questions about training:
- Apprenticeship Fair in Marktredwitz (September 30, 2023)
- Apprenticeship Fair in Kemnath (October 14, 2023)
- Apprenticeship Day at ABM Greiffenberger (October 28, 2023)

From left to right:
Marc Mayer (Youth & Trainee Representative), Jan Tröger (Chairman of the Works Council), Matthias Lippert (Trainer Mechanics), Mirko Schönfelder, Bastian Scherzer, Tim Benker, Ewgenij Rykunov, Dominik Marx, Julian Linß, Fabian Hösl, Vanessa Prechtl, Julia Wunderlich, Eduard Eckenberger (Trainer Electrical Engineering), Dr. Norbert Neumann (CEO) and Bernhard Wenning (Training Manager)
All from a single source
>ABM Greiffenberger supplies complete drive solutions for intralogistics. If necessary, the systems supplier can adapt the solutions, consisting of motors, gearboxes, brakes and frequency inverters, for specific applications and customers. ABM works closely and in partnership with the customer. The solutions are used in applications including automated logistics systems with conveyors, lifting equipment and forklift trucks as well as automated guided vehicles (AGVs). The customer receives everything from a single source.
‘As a full-range provider of drive technology, we develop and manufacture tailored drive solutions for intralogistics that can be optimally integrated into the respective applications,’ explains Stephan Thoma, product manager for inverters at ABM Greiffenberger. One such solution is the highly efficient Sinochron motor. The permanently excited synchronous motor can be used, for example, without a gearbox as a direct drive in container conveyors for small loads of up to 180 kg. The motors have especially high efficiencies in the part-load operational range in which the drives in the systems are primarily operated. Typical travel speeds are 0.3 to 1.5 m/s.
‘Thanks to its special design, the series is perfect for operation with sensorless control. In addition, even the smallest IEC frame size of 63 can already reach nominal torques of 4.5 Nm. This drive solution differs from the induction motor by a short-time overload capacity that is approximately twice as high,’ reports Thoma. Because of this power density, ABM can make the motor series more compact. This is a clear advantage for the design engineer, who usually receives a smaller drive and can thus reduce the installation space and energy consumption. Via the sensorless speed control, the control system calculates the rotor speed as well as the rotor angle at a given time from the electrical feedback. With this information, the currents for torque generation can be fed precisely to the motor. As a result, even without an expensive encoder, the Sinochron motor has outstanding control characteristics over a large speed control range. Because the drive does not require any sensors, it is also more robust. This ensures maximum system availability – a clear advantage for the total cost of ownership. Depending on the application, the service life of the drives can reach 50,000 hours.
‘Our Sinochron motors are energy-efficient and can be operated over a wide temperature range,’ reports Thoma: ‘Our customers can use the series at temperatures of -30 °C to +60 °C and thus even in deep-freeze storage facilities.’
Even for Heavy Loads with added Gearbox
For extended container or pallet conveyor systems, i.e. for transporting loads of up to a tonne per load carrier, ABM combines its motors with helical, parallel shaft or angular gearboxes. Specifically for these applications, ABM has supplemented its parallel shaft gearbox series with the two compact two-stage types FG182 and FG282, offering nominal torques of 180 Nm and 280 Nm respectively. Users benefit from high permissible radial loads and universal mounting options for the parallel shaft gearboxes. Hollow and solid shafts as well as shrink discs are available. The series can be supplied with or without flange. Because the gearboxes are also light and compact, they are easy to handle during installation.
ABM Greiffenberger always focuses on customer needs. ‘We select the best drive solution in terms of functionality and efficiency from our modular system for the given application,’ says Thoma. The modular principle means that even special requirements of the system manufacturer can be met with standard components. This positively affects the quality because only proven modules are used. Various mechanical and electrical interfaces are available to simplify installation. ABM realises all connections as plug-and-play solutions. Plug-in connector systems ensure fast, error-free installation.
ABM also develops completely new system solutions. The big advantages of an individual solution are the maximum added value and the permanently and considerably lowered costs that result because these drives are precisely tailored to the requirements.
Without a Frequency Inverter, nothing works
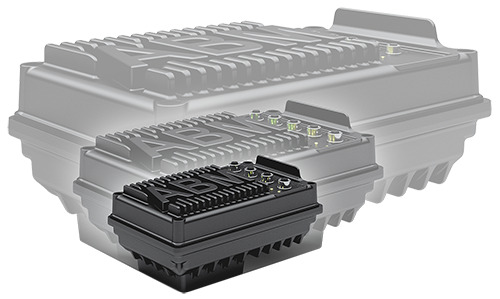
Most applications in intralogistics are implemented with speed control. ABM Greiffenberger offers an extensive portfolio of products for this, which is rounded off with two new sizes made especially for container and pallet conveyor systems. ‘With power outputs of up to 2.2 kW, we cover all the applications needed in conveyor technology,’ reports Thoma. ‘The user profits from optimal control characteristics for both induction and Sinochron motors.’ Because the frequency inverter controls the permanently excited synchronous motor without any sensors, costs are lowered and availability is increased. The devices are designed for a service life of 30,000 hours under full load in continuous operation. The pluggable connection allows for an easy and quick installation. Users receive the new frequency inverters with a protection rating of up to IP54 and an overload capacity of 250 per cent. The frequency inverters are also suitable for use at temperatures of -30 °C to +40 °C and thus even in deep-freeze storage facilities.
Frequency Inverters with numerous Features
Plug-in connections for the power supply (daisy chain principle) and control terminals/inputs make installation fast and easy. Using the Ethernet-enabled BUS systems the inverters communicate with higher level controls.
The inverters can optionally be equipped with brake choppers and the ability to control mechanical brakes. Thoma explains: ‘With sensorless control we ensure a maximum speed control range. This feature sets us apart from our competitors.’ The result is lowered costs and higher availability. The decentralised inverters can be integrated on the drive and are also suitable for field use in the vicinity of the motors as wall-mount versions. The inverters use machine-to-machine communication to connect to higher-level controls, making predictive maintenance possible. The inverters are thermally independent and require no additional fans. ‘Through the intelligent combination of motor, gearbox and inverter from our modular system, we can control the complexity,’ says Thomas. The reduced number of drive variants represents a huge advantage for users when it comes to storage, service etc.
As a systems supplier, ABM can offer drive solutions for most applications in warehouse logistics – from small roller conveyors to pallet conveyors. ‘The user receives everything from a single source,’ says Thoma.
ABM’s new inverters with power outputs of up to 2.2 kW are used in all common container and pallet conveyor applications.
An accumulation roller conveyor with a Sinochron motor as a direct drive – controlled with an ABM inverter.
Container conveyor technology: a belt conveyor with an angular gearbox including an ABM inverter as a drive.

Chain conveyor for pallet transport: ABM’s parallel shaft geared drive unit combined with the ABM inverter is ideal for heavy loads.
Compact Platform with the Highest Level of Integration
>Electric drives in conveyor systems, lifting equipment and forklifts are the motors that drive modern, efficient and reliable intralogistics. ABM Greiffenberger develops and manufactures platform-based systems for stationary and mobile applications. The drive solutions consisting of motors, gearboxes, brakes and frequency inverters tailored to specific applications are developed by the specialists at ABM Greiffenberger in close partnership with their customers.
‘Traction, lifting and steering in forklift trucks, for example, require both know-how and the right drive components,’ says Mayk Krüger, Senior Manager of Material Handling at ABM Greiffenberger. ‘Our solutions consistently comply with strict environmental requirements, are particularly safe and enable precise movements even at low speeds thanks to their high responsiveness.’
ABM supplies all drive components, including motors, gearboxes, sensors and inverters, from a single source. And that’s not all: The drive specialist develops and manufactures complete gearbox–motor drive units in-house – this system expertise sets the company apart from the competition. With the modular system, ABM is always able to supply the right solution – irrespective of the vehicle type.
‘Our drives make dynamic movement and precise manoeuvring of industrial trucks possible for users, even in tight spots,’ Krüger says. ‘Also, our solution provides forklift trucks with excellent climbing performance.’ The TDB series can easily be integrated into a given application via plug and play. The two-stage bevel-helical gearbox drive unit offers high performance and low energy consumption. It can be used for both manual and electric industrial trucks. It is characterised by high-power density and outstanding efficiency. Combined with a steering drive and equipped with a fully integrated and reliable sensor monitoring system, it gives the user a fully integrated traction and steering drive solution. ‘Through the vertical design, the small envelope size and the numerous series options, this gearbox drive unit is ideal for a multitude of applications – for example, in reach trucks, tow tractors, automated transport systems and sweeper/scrubbers,’ says Krüger, describing the extensive applications for the drives. Users can work reliably for lengthy periods, even with smaller batteries.
Various steering options
ABM Greiffenberger offers the bevel gearbox drive units for wheel diameters of 230 and 254 mm based on power output, speed and load capacity: Gearbox ratios and motor performances can be tailored precisely to given applications. The compact TDB series offers drive torques of up to 750 Nm. ‘It can be equipped with various steering options,’ says Krüger. The manual steering system, for example, is suitable for direct mounting on the drawbar. The user receives a space-saving, robust and accordingly long-lasting solution. An electric power steering system can be realised with external steering via spur gear. If necessary, ABM can supply a zero position sensor for the steering position as well as an absolute encoder for steering right on the traction gearbox. A third possibility is an integrated electric steering drive. The user profits from redundant steering monitoring, maximum ride comfort and a high level of safety.
For the traction area, ABM offers temperature monitoring via temperature sensor. Speed recording is done via an incremental encoder with up to 64 pulses per revolution. All AC traction motors offer energy recuperation via regenerative braking to save energy. An electromechanical holding brake is integrated for parking and emergency stopping. Krüger says: ‘With this diversity of functionalities and possible combinations, we support both developers of individual applications and OEM project managers of cross-fleet platforms with suitable drives.’
Systems Supplier with high Level of Development Expertise
ABM Greiffenberger scores points both with its extensive know-how and experience in the development of application- and customer-specific drives and with its platform concept, which ensures that customers quickly receive cost-optimised solutions. ‘However, we can also specifically address customer requirements,’ says Krüger. ‘Thus, we are not a standard supplier and offer our customers a measurable added value.’
ABM supplies all products, including motors and gearboxes as well as suitable electronics, from a single source.
As a system supplier, ABM Greiffenberger offers all drive components for forklift truck traction, lifting and steering from a single source.
Manual or electric steering versions are available. A fully integrated drive unit can be supplied and consists of electric steering and redundant steer motion monitoring directly on the drive wheel.

Bevel Gear Drives TDB 230 with integrated electric steering: Highest integration and impressive driving comfort and safety.
Motors for High Load Peaks and Continuous Performance
>Electric drives in conveyor systems, lifting equipment and forklifts are the motors that drive modern, efficient and reliable intralogistics. ABM Greiffenberger develops and manufactures platform-based systems for stationary and mobile applications. The adaptable drive solutions consist of motors, gearboxes, brakes and controllers and are developed by the specialist in close partnership with customers.
Drives for electric vehicles must meet high expectations: They have to be environmentally friendly, efficient, powerful and inexpensive to maintain. “ABM Greiffenberger already started to transfer its know-how from battery-powered drives to E-mobility before the turn of the millennium and even back then was already able to implement the first projects,’ reports Mayk Krüger, Senior Manager of Material Handling. Users benefit from the full-service provider’s decades of expertise: They receive powerful drives with high efficiencies.
Compared with standard motors, the ABM drives are much more compact – and also extremely robust, durable and maintenance-free in harsh operating conditions. ABM offers a platform concept with manifold options – customers receive cost-optimised, easy-to-integrate system solutions. The drive specialist also adapts the motors to individual customer requirements and applications.
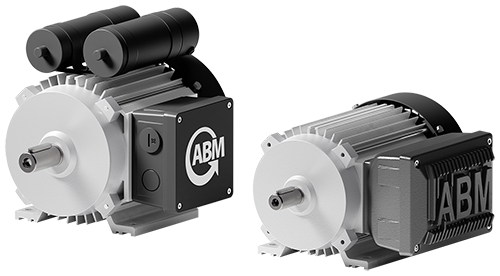
ABM Greiffenberger offers motors for auxiliary units in trucks and buses as well as traction drives for use in a wide variety of electric vehicles. Krüger says: ‘For our AC drives with housings, we have optimised the cooling for longer periods of continuous performance.’ Because the drive is installed on the differential axle at a right angle to the direction of travel, the developers have adapted the ring ribs of the drive appropriately to ensure optimal air cooling. This makes these motors suitable for journeys with high load peaks and high continuous performance. Even in harsh or dirty environments, reliable operation of the on- and off-road vehicles is ensured. Depending on the motor size, peak powers of 20, 50 and 90 kW and torques of 45, 130 and 260 Nm are achieved.
Sensors monitor the motor temperature and record the speed. Speed and torque control is provided via an external AC controller. Upon request, ABM can deliver a parameterised controller as a plug-and-play solution tailored to the application and can also optionally install an electromechanical holding brake. Versions with IP 66 protection rating and UL certification can also be provided.
The drives can be used in all E-mobility applications, including utility vehicles, golf carts and agricultural machinery as well as electric trucks and on- and off-road vehicles. Traction motors for electric vehicles such as baggage tow tractors and airport ground support equipment (GSE) vehicles are additional applications.
ABM offers a platform concept with multiple options.

ABM housing motors for battery-powered vehicles ensure due to the ring-shaped design of the ribs an optimized heat dissipation.
Drive Technology for Intralogistics Applications with a Distinct Added Value
>ABM Greiffenberger will present complete drive solutions at the LogiMAT (25–27 April) in Hall 3 at Booth 3B15. In close cooperation with customers, the systems supplier tailors each solution to the customer’s application and requirements. The provider’s focus in Stuttgart will be on system solutions for intralogistics along with digitalisation and thus the company’s new inverters, amongst other things.
Drive Technology for Conveying Technology
The high-efficiency, dynamic motors in the Sinochron series are one such drive solution. Without gearboxes, they can be used as direct drives for small loads – in roller conveyors for loads of up to 180 kilograms. Owing to their special design, the permanently excited synchronous motors are perfect for operation with sensorless control. Their high power density means that ABM can make the Sinochron series extremely compact. The user can then often select a smaller motor that requires less installation space and consumes less energy. The Sinochron series offers a high system availability – an important advantage for the total cost of ownership. The drives also have a service life of up to 50,000 hours. Their properties make them suitable for applications such as roller conveyors that need to transport containers of different weights, often over distances of several kilometres.
For heavy loads – for example, for extended container conveyor systems or pallet conveyor systems – the Sinochron motors can be combined with gearboxes from ABM. Various gearbox drive unit designs including right angle, straight shaft helical and parallel shaft helical are available. With the special parallel shaft helical gearbox drive unit types FG182 and FG282 for container and pallet conveyor systems, users benefit from extremely reliable radial loads and universal mounting options. In addition, the low weight and compact dimensions make installation easier to handle.
ABM Greiffenberger will also showcase its inverter series designed especially for intralogistics applications in Stuttgart. This series is available in three sizes with power outputs of up to 2.2 kW. With the series, ABM covers all common applications in container and pallet conveyor systems. Installation is quick and easy via plug-in connections. The inverters communicate with higher-level controls using the Ethernet-enabled bus systems. At 250 per cent, the overload capacity of the frequency inverters is extremely high. The decentralised solutions lend themselves well to field applications near the motors. Motor mounting and wall mounting are possible. ABM Greiffenberger’s solutions thus cover the entire range of applications in warehouse logistics – from small roller conveyors to heavy-duty pallet conveyor systems.
System solutions for Mobile Drive Technology
As a systems supplier, ABM Greiffenberger offers all drive solutions for driving, lifting and steering forklift trucks from a single source. The motors, gearboxes and controllers comply with strict environmental requirements, are particularly safe and are extremely responsive for executing precise movements even at low speeds. These drive solutions include the two-stage bevel gearbox drive units in the TDB series. The drives come with plug-and-play capability for easy integration and are both powerful and energy-efficient. They offer high power densities and optimal efficiencies. The compact bevel gearbox drive units are available with manual or individual steering and with integrated electric steering drives. This is rounded off with redundant sensor monitoring. Altogether, this provides a fully integrated system solution to the user.
The drive specialist’s electric-steering hub-wheel drive units with controllers for automated guided vehicles (AGVs) or for forklift trucks will also be on display at LogiMAT. These extremely slim drive units are ideal for use in narrow vehicles. Electromagnetic service and parking brakes ensure maximum safety in operation. Specific sensors that record speed, rotor position and winding temperature can be used with the motor control system.
ABM will also show its compact, robust housed motors for electromobility applications in Stuttgart. The optimally cooled motors can be operated continuously for longer periods in battery-electric vehicles in harsh environments. Users have a motor platform with manifold options available to them and profit from cost-optimised system solutions that enable them to use fewer drive variants.
ABM’s new inverters with power outputs of up to 2.2 kW are used in all common container and pallet conveyor applications.

As a systems supplier, ABM Greiffenberger offers all drive systems for driving, lifting and steering forklift trucks and pallet trucks from a single source.
![]()
A modular building kit for mobile applications enables diverse and flexible drive configurations.
Housed motors for battery-electric vehicles from ABM feature optimised cooling in harsh environments.
System Solutions from a Single Source
>ABM Greiffenberger application-specific system solutions at SPS (8/11 to 10/11 in Nuremberg) at booth 3A-400 / hall 3A. The full-service provider for drive technology supplies motors, drives, brakes and electronics from a single source. The drive specialist works closely with its customers. User benefit from the high development and system expertise as well as the extensive know-how of the company. In Nuremberg the focus is on the increasing digitization, among other things.
The EuP Regulation (Energy using Products) of the European Parliament for single-phase induction motors comes into force on July 01 / 2023. Then the energy efficiency class IE2 will be mandatory for two, four, six and eight pole continuously operated single-phase induction motors with a power higher than 0.12 kW. ABM Greiffenberger already supplies energy efficient three-phase induction motors. With built-in electronics these can also be operated in the future on widely used 230V single-phase mains at any time. A single-phase motor with capacitors is no longer required. All advantages of the three-phase motors such as a higher starting torque, lower starting current as well as a lower grid load can also be used on single-phase mains. Moreover, in comparison with the single-phase version the three-phase induction motor with built-in electronics excel with compact design, higher power density and efficiency as well as an optimised quiet running.
In combination with the built-in electronics the single-phase induction motor is controlled fully electronically. A capacitor is no longer needed. This makes the drive system significantly more durable with low maintenance. Optionally, a temperature monitoring of the motor and the power section of the electronics is available.
Expansion of the Parallel Shaft Geared Drive Units by compact, two-stage Types
The system provider has expanded the existing parallel shaft gearboxes (FG series) and presents the FG182 and 282 types in Nuremberg specially for the conveyor and pallet conveyor technology in intralogistics. The extremely compact two-stage solutions offer nominal torque of 180 and 280 Nm and thanks to their gear ratio and compactness they can also be used as travel drives in lifting applications. The user also benefits from highly reliable radial loads as well as the universal mounting options such as hollow and solid shaft, shrink disc, version with and without flange. Furthermore, the low weight and the compact design enable easy handling.
New Frequency Inverter of up to 2.2 kW for Intralogistics
Applications in intralogistics are primarily controlled with frequency inverter. The inverter series for the conveyor and pallet technology is completed with two more frame sizes specially developed for this industry. Thanks to the power range of up to 2.2 kW higher loads can also be moved. Thus, ABM Greiffenberger covers all required applications.
The user benefits from the optimal control properties both with asynchronous as well as with Sinochron motors. The frequency inverter can operate the permanently excited synchronous motor without the use of sensors. This lowers the costs and increases availability.
The inverter are designed for a service life of 30,000 hours under full load and continuous operation. Pluggable connections allow an easy and quick installation. The inverters communicate with higher-level control systems via Ethernet-capable BUS systems.
With a protection class of up to IP54 and a high overload capacity of 250 percent, the frequency inverters are perfect for accelerating heavy loads. They are also suitable for use at temperatures of 30 to +40° Celsius and therefore for use in deep-freeze storage.
Systems Supplier: One single Partner for your Drive Units
As a system supplier, ABM Greiffenberger develops and manufactures application-specific and installation-optimised solutions from a predefined modular system that are perfectly tailored to the application. The specialist thus continues to pursue its goal of not only supplying high-quality and reliable drive solutions, but also supporting its customers as a development partner with engineering and manufacturing expertise. Customers receive cost-efficient complete solutions with measurable benefits.
The compact, energy-efficient three-phase asynchronous motors with single-phase fed electronics offer all the advantages of a three-phase motor when operated on a single-phase mains supply.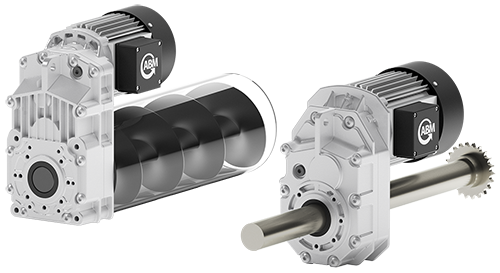
ABM has added two-stage compact types - FG182 and FG 282 - to its existing range of parallel shaft gear units.
Two additional frequency inverters developed specifically for intralogistics applications complete the series for conveyor and pallet technology.
The First Step into the Professional World.
>On September 1, 2022, a new phase of life began for twelve young people: they started their commercial or technical apprenticeship or dual studies at ABM Greiffenberger Antriebstechnik GmbH. With them, the number of our junior staff grows to a total of 35 trainees.
"The quality of training at ABM Greiffenberger is at a high level - this is confirmed by the recurring very good final examination performance", reports Ralph Treude, CEO of ABM Greiffenberger. "With a guaranteed job offer in one of our specialist departments, we offer all trainees a long-term perspective, which is also flanked by targeted advanced training and qualification measures."
In addition to their technical skills, the young employees are encouraged to work independently. They are their own boss when it comes to realizing their particular projects; at the same time, creativity and team spirit are also required. "Our trainees have already created, planned and realized great things. For example, they designed and built a basketball machine, an air hockey game and even a candy sorting machine," says Treude.
Apprenticeship Day at ABM Greiffenberger
We cordially invite everyone who wants to find out more about our apprenticeships and gain an insight into our apprenticeship workshop to the "Apprenticeship Day". This will take place on Saturday, October 29, 2022, at ABM Greiffenberger in Marktredwitz. Various hands-on stations and interesting discussions with our trainees and trainers await the visitors. Registrations is not required.
Apprenticeship Fairs
Our team will also be happy to answer any questions you may have at the following apprenticeship fairs:
- Apprenticeship fair in Marktredwitz (September 24, 2022)
- Apprenticeship fair in Kemnath (October 08, 2022)
Applications for the 2023 Apprenticeship
Applications for the year 2023 are already being accepted. And it's very easy: Go to www.abm-antriebe.de/karriere/stellenangebote select the desired apprenticeship, enter your data, upload your report card and CV and you're done!

From left to right:
Marc Mayer (Youth & Trainee Representative), Reimund Lork (Staff Manager), Sven Fronhöfer, Bernhard Wenning (Training Manager), Emine Akkaya, Nico Pollak, Kathrin Weiß, Baki Toy, Tim Grosser, Luca Pollak, Felix Schmelber, Willi Heinl, Niklas Schindler, Markus Nickl, Ralph Treude (CEO), Jan Tröger (Chairman of the Works Council) and Marco Meier (Vice Chairman of the Works Council) .
(Not on the picture Leon Wieland)
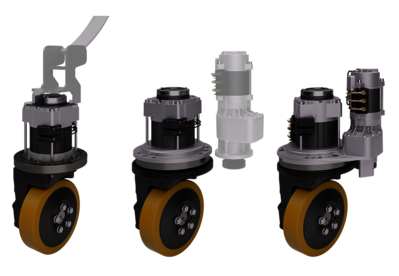
Drive Solutions for Mobile Applications in Material Handling
>The electrification trend is just taking off in mobile applications for material handling. Electric drives are dynamic, efficient, powerful and above all reliable. They are thus suitable for forklifts, automated guided vehicles (AGVs) and pallet trucks. ABM Greiffenberger supplies the appropriate motors, gearboxes and electronics developed and manufactured in-house – and adapted to the individual application. This makes the drive specialist from Marktredwitz a valuable partner for customers with diverse intralogistics applications.
Many things are moved in and around a logistics centre – and wherever this happens, drives are required. It starts with employees coming to work in electric buses. Lorries transport goods to the receiving point – drives for auxiliary units such as hydraulic pumps, compressors and fans are needed here. When the lorries drive up to the dock, rolling doors open and close so that the employees can load or unload. By means of pallet trucks, forklifts or AGVs, the goods are moved to pallet and accumulation roller conveyors, which bring them to the high-bay storage area. Ergonomic lift assists are used for goods handling and machines are used for cleaning the production floors. ‘We supply suitable motors, gearboxes, brakes and inverters for all these applications – from a single source,’ says Michael Lühmann, Head of Sales & Marketing at ABM Greiffenberger. ‘This makes us a systems supplier for the entire intralogistics field.’
The drive specialist offers ready-to-install plug-and-play systems available as modules within a platform concept for the mobile sector. ‘We can thus easily combine gear ratio and motor size with brakes and sensors and in this way optimise customer applications. The finished solutions can be integrated into the different vehicle types,’ reports Lühmann. This is by no means always the case on the market.
ABM Greiffenberger can completely cover the functions of traction, lifting and steering with its solutions in the mobile sector. They comply with strict environmental and emission requirements, are particularly safe and are extremely responsive for precise movements even at low speeds. ‘With this we are responding to a growing market. Because electrification is advancing more and more in mobile applications in intralogistics,’ says Michael Lühmann. Electric drive systems are more sustainable and more efficient. They run reliably and smoothly, are dynamic and durable, and offer safety. For that reason it is only logical for electric drives to be increasingly employed in a number of applications.
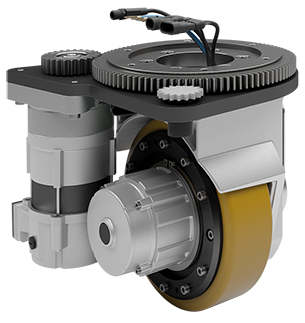
Hub wheel drives with electric steering
The drive specialist offers three gearbox types for mobile applications – including the robust TDH series hub wheel drives. This type of drive is extremely compact because the drive components are integrated into the drive wheel. The user profits from high static and dynamic wheel loads. Thanks to high wheel torques at low speeds, the user can precisely manoeuvre and drive up inclines with, for example, pallet jacks, aerial work platforms, AGVs or sweeper/scrubbers. ‘We also offer the hub wheel drive with electric steering,’ says Dipl. Ing. Mayk Krüger, Head of Mobile Drive Technology. With its low installation height, this version is ideal for forklifts and automated guided vehicles. The user benefits with the hub wheel drive with electric steering from a precisely controllable and efficient AC motor technology. It brings a torque of up to 300 Nm to the wheel and has a drive torque of 360 Nm. The redundant steering sensors provide for precise steering. Moreover, the drive is durable, maintenance-free and highly loadable.
Bevel Gearbox Drive Units: Innovative platform concept
With the bevel gearbox drive units in the TDB series for wheel diameters of 230 to 254 mm, the systems supplier has efficient components featuring high performance and low energy consumption in its portfolio. The ready-to-install systems are modularly designed and are available as a platform concept. The complete solution comprising the motor, gearbox and sensors can easily be integrated into different vehicle types. In industrial trucks the TDB series bevel gearbox drive units provide high climbing performance and acceleration. They offer responsive and dynamic steering over the entire speed range.
The bevel gearbox drive unit is available in three versions – for example, with an integrated steering drive. The traction motor is vertically mounted in the fixed version. The operator profits from, amongst other things, redundant steering monitoring, maximum integration and excellent ride comfort with high safety.
ABM Greiffenberger also supplies the bevel gearbox drive unit for manual steering. The vertical mount of the traction motor in the rotating version is designed for direct drawbar mounting. This robust and durable solution features space-saving installation.
‘Application-specific steering is also possible; customers can also combine the TDB bevel gearbox drive units with their own steering drives,’ says Mayk Krüger. They are thus suitable for electric power steering systems and can be controlled via spur gear. A zero position sensor can optionally be attached for calibration of the steering positions.
Speed recording in this series is done via an incremental encoder with up to 64 pulses per revolution. There is also an option to use the AC technology with regeneration capability. An electromechanical holding brake is integrated for parking and emergency stopping.
Parallel shaft gears: Quiet and efficient
The TDF series helical gearbox drive units offer an especially high efficiency, low wear and quiet running even at high loads. ‘We achieve this via the high-contact-ratio helical gear technology,’ explains Lühmann. The gearboxes are suitable for use in pallet jacks and three-wheel forklifts, for example. ABM manufactures the gearboxes from die-cast aluminium. Thus customer-oriented solutions can be provided at a good price-to-performance ratio. The design and the matching of the material to the application make sizes 200 mm and 230 mm light and stable. Speed recording is done via an incremental encoder with up to 64 pulses per revolution.
Systems supplier with high level of development expertise
ABM Greiffenberger scores points both with its extensive know-how and experience in the development of application- and customer-specific drives and with its platform concept, which ensures that customers quickly receive cost-optimised solutions. ‘However, we can also specifically address customer requirements,’ says Krüger. ‘Thus we are not a standard supplier and offer our customers a measurable added value.’
One example of an individual development is an electric differential axle for forklift trucks and transport systems. Precisely adapted to the application, the differential axle has optimised interfaces and can thus easily be implemented into the vehicle.
ABM supplies all products, including motors and gearboxes as well as suitable electronics, from a single source. Even complex prototypes can be produced at short notice with additive manufacturing.
‘Our drives offer high performance and system availability,’ stresses Lühmann. This is especially important in material handling because the vehicles are often used in two- or three-shift operations. Reliability is extremely relevant here. Operators therefore rely on drives that are maintenance-free, robust and durable. ‘We consistently pursue our goal of not only delivering high-quality drive solutions, but also supporting our customers in the capacity of a partner with engineering and manufacturing expertise,’ says Michael Lühmann.
The platform concept of the TDB bevel gearbox drive units offers users numerous options:
Depending on the application case, integrated, manual or application-specific steering can be selected.
Plug-and-play for automated guided vehicles – the efficient TDH230i hub wheel drive with electric steering enables precise and safe manoeuvring.

Electric differential axle for forklift trucks and transport systems – an individual drive system specially adapted to the specific application.
How ABM Greiffenberger Drives the Intralogistics World
>ABM Greiffenberger has suitable drives for all mobile and stationary applications in logistics centres. In close partnership with customers, the one-stop provider for intralogistics delivers both optimised modular system solutions and individual solutions with maximum added value for users. Visitors can find out about the powerful drives in Stuttgart) in Hall 3 at Booth B15.
Many things are moved in and around a logistics centre – and wherever this happens, drives are required. It starts, for example, with mobile applications such as electric buses that drive employees to their place of work or lorries that transport goods to the receiving point – drives for auxiliary units such as hydraulic pumps, compressors and fans are needed here. When the lorries drive up to the dock, rolling doors open and close so that the employees can load or unload. By means of pallet trucks, forklifts or automated guided vehicles (AGVs), the goods are moved to container and pallet conveyors, which bring them to the high-bay storage area. Other devices and machines, such as ergonomic lift assists for handling the goods and machines for cleaning the floors in the building, are also deployed. ABM Greiffenberger offers suitable motors, gearboxes, brakes and inverters for all these applications – for either mains or battery power supply.
These drive solutions include the Sinochron motor series, which visitors can find out about at the trade fair booth. The permanently excited synchronous motors are perfect for operation with sensorless control thanks to their special design. The advantages offered by synchronous motors are a high power density and a compact size. With efficiencies of more than 90 per cent, these motors score points in intralogistics applications in which drives are only operated at part load as well as in auxiliary units in lorries and buses.
ABM Greiffenberger has added compact and powerful liquid-cooled motors to its efficient drive technology offering. The motors possess a high thermal stability and offer exceptional protection with ratings of up to IP6K9K. They can be controlled via inverters and can be attached to all ABM helical, parallel shaft and angular gearboxes with little effort. They are ideal in areas such as mobile drive technology, where they are used, for example, as aggregate and traction drives in electric vehicles and construction machines.
Reduced Complexity
ABM offers suitable inverters that are optimally matched to the respective drive systems for all applications. They meet controllability, networking, digitalisation and connection technology as well as other requirements.
Wheel Hub Drive for AGVs – Now also with Electric Steering
ABM will present another innovation with the wheel hub drive with electric steering for AGVs and forklifts. It has a drive torque of 360 Nm; the integrated electric steering brings a torque of up to 300 Nm to the wheel. Users benefit from a precisely controllable and efficient AC motor technology. They receive complete solutions from a single source and only have to take care of the interface for the drive technology.
Chain hoists with integrated electronic control
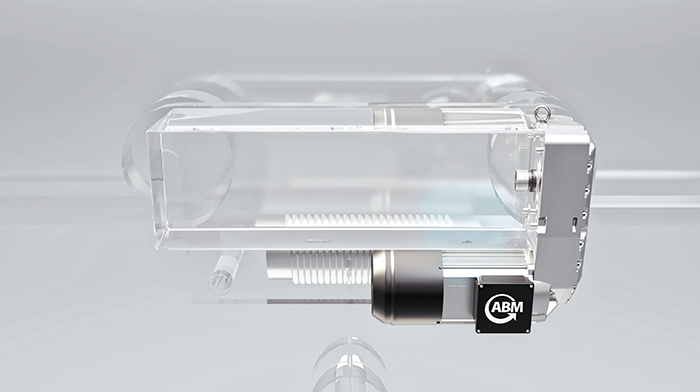
The powerful chain hoists will also be presented at LogiMAT. They are modularly designed and provide reliable overload protection thanks to the friction couplings. The integrated electronic control is new. Via plug and play technology, the operator can easily extend the basic version to include the travel function. The new solution from ABM Greiffenberger is particularly long-lasting – wear of switching contacts does not occur. The corrosion-resistant and robust chain hoists also operate reliably in harsh environments. High-quality helical gearing enables quiet running and lowers noise emissions.
Systems supplier: One Partner for Intralogistics
ABM Greiffenberger is a systems supplier for all applications in intralogistics and develops customised, installation-optimised solutions that are optimally tailored to the respective applications. With this, ABM maintains its goal of delivering high-quality, reliable drive solutions and supporting its customers in the capacity of a partner with engineering and manufacturing expertise.
![]()
The advantages offered by synchronous motors are a High power density and compact size with efficiencies of 90 per cent and higher.
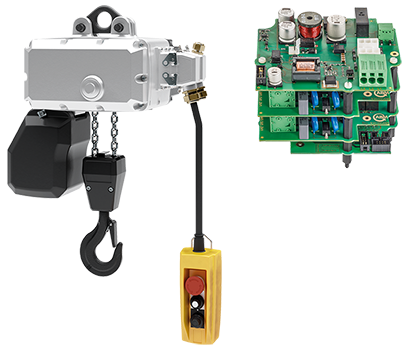
The trade fair offering will also include reliable and energy-efficient chain hoists with integrated electronic control.
The efficient TDH230i wheel hub drive is now also available with electric steering.
KYBURZ Switzerland AG relies on the know-how and drive technology of ABM Greiffenberger for its electric vehicles
>KYBURZ Switzerland AG with registered office in Freienstein near Zurich in Switzerland is an international leader for high-quality mobility and transport solutions used e.g. by postal operators for delivery of letters and parcels. When it comes to drive technology, the provider relies on the comprehensive support of ABM Greiffenberger, from concept to series production. ABM supplies everything from a single source.
Martin Kyburz founded KYBURZ Switzerland AG in 1991. Today, with 150 employees the company is one of the leading manufactures for urban delivery vehicles, which thanks to automatic parking brake and reverse gear arrive at their destination safely and quickly even in wintry conditions. This includes the KYBURZ DXP. The E-Mobile fleet combines the efficiency of a two-wheeler with the safety and stability of a three-wheel vehicle. DXP is used by postal operators in various countries such as Germany, Finland or Austria, as well numerous cities such as Winterthur or Montreux. However, postal and logistics companies are not the only ones relying on this environmentally friendly vehicles, the electric sport cars for leisure sector are also extremely popular and ensure lots of driving pleasure. That is why, among others, the Swiss have developed the eRod, an electrically powered racing car approved for the road.
“We offer a comprehensive service package”, says Daniel Weber, Head of Development at KYBURZ. “We develop, produce vehicles and take care of the after sale service. We also take them back after being used, process them or take care of their recycling”. Currently, over 23,000 of these electric vehicles are on the roads worldwide. Apart from the USA, the company is active in all markets worldwide.
Required: High-Performance and Efficient Drives
Users have high expectations. Especially postal services, which have to deliver their shipments quickly and reliably, require vehicles that are efficient, environmentally friendly, reliable and inexpensive to maintain. This places particularly high demands on the drives. Because the postman must be able to manage steep streets with his fully loaded vehicle and be able to accelerate at all times. Since these vehicles are used on daily basis, both acceleration and range play a major role. This requires motor performance and efficiency.
KYBURZ Switzerland AG turned to ABM Greiffenberger to manage this balancing act, this was in October 2011. As a full-service provider, the drive specialist with registered office in Marktredwitz in Upper Franconia develops and manufactures systems for stationary and mobile applications which are installed e.g., in logistics in conveyors, hoists or forklifts. In addition to modular system solutions, ABM Greiffenberger also impresses with customer and application specific drive solutions that ensure customers measurable added value. ABM works closely and in partnership with the customer. “Even before the turn of the millennium we had started to transfer our know-how from battery-powered applications to E-Mobility. Even back then we were able to implement the first customer-specific projects”, reports Jürgen Schliermann, Head of Mobile Drive Technology Development at ABM. “We recognise new trends early on - this is important, especially in a future-oriented industry such as the electric mobility. We take this into account thanks to our comprehensive development and production capabilities.”
High Acceleration from Standstill
“We were looking for a reliable partner for our ever increasing quantities and for the growing demands of the users”, explains Daniel Weber from KYBURZ. “We were familiar with the high level of expertise of ABM and the good reputation of the supplier.” The drive specialist supplied the AC end shield motors for the DXP series delivery vehicles. Weighing only around 22 kilograms, these powerful three-phase asynchronous motors are quiet, environmental friendly and optimised for the stressful stop-and-go operation. They impress with their high acceleration capacity even from the standstill position, just the right one for these applications. “The weight-optimised AC end shield motors are also robust, durable and with their special design without housing they are suitable for applications with high load peaks and high dynamics”, explains ABM expert Schliermann. Heat generation is a major issue with high torques and low speeds. This challenge can be managed with the ABM drive.
It was also important for KYBURZ to have a drive which requires little or no maintenance. In addition, the motor draws the energy from maintenance-free lithium iron phosphate batteries. External drive controllers assume the power supply and speed / torque control. Thanks to the optimised interaction with the controller the system is very well regulated, ensuring high level of power density. “We can deliver a light, efficient and compact drive that optimally accelerates, provides a good driving dynamic and therefore also achieves a long range”, says Schliermann.
Emotions Instead of Emissions
Thanks to the good cooperation and reliable products ABM drives are also installed in eRod. The 600 kilogram vehicle achieves a top speed of 120 km/h and a range of around 180 kilometres. Thanks to the powerful electric drive the sports car provides the passionate driver with maximum driving pleasure. “We had already developed our ring rib motor, and only had to adapt it to the electrical properties”, reports Jürgen Schliermann. In contrast to the end shield motors, the compact and only about 43 kilogram AC drive has a housing. There is also the ring-shaped design of the ribs. Both protect the motor against dirt and ensure a good heat dissipation. It is installed on the differential axle transversely to the driving direction. “Thanks to this installation position we have adapted the ribs of the drive in such a way that an optimal air cooling is ensured”, explains Schliermann. This solution is suitable for journeys with high load peaks and high continuous performance”. In other words, perfect for a vehicle which is not only emission-free but with which the driver can also be quickly on his way. The dynamic drive accelerates very quickly even from a standstill position. Voltage supply and speed / torque control are performed by an external control. The ring cooling fin motor is also optionally available with higher protection class (IP6K9K). In addition to a cost-effective solution the performance values were particularly decisive for KYBURZ.
Benefit Across the Board
“With ABM drive solutions we have achieved optimal performance across all our applications”, gladly mentions Weber. “This also includes higher temperature resistance, allowing vehicle operation at performance limits for longer periods.” KYBURZ is very satisfied with both drive solutions: Because postal vehicles are in use daily, the eRod usually only occasionally: ABM drives are suitable for short, dynamic stretches as well as for the continuous operation in postal services.
A cooperative relationship has developed out of the project. “We are always get quick, competent support. Should modifications be required, together we always quickly find the suitable solution”, describes Weber. “It is thanks to this cooperative partnership that we always find a perfect system solution. Thanks to our extensive experience with this drive technology our development cost is usually held within limits”, adds Schliermann.
For its part, ABM opted for a sustainable delivery vehicle of DXP series for its energy efficiency and zero emission. “We use the vehicles for journeys between our two plants in Marktredwitz in Upper Franconia. Our employees are also excited” happily reports Schliermann.
The maintenance-free AC drive is suitable for journeys with high load peaks and high continuous performance.
Figure: ABM Greiffenberger Antriebstechnik GmbH
The already optimised air cooling is further supported by installing the drive transversally to the driving direction.
Please also have a look at our video.
Figure: ABM Greiffenberger Antriebstechnik GmbH

The emission-free eRod provides maximum driving pleasure both on and off-road.
Figure: KYBURZ Switzerland AG

Graduate Engineer (University of Applied Sciences) Jürgen Schliermann, Head of Mobile Drive Technology Development at ABM Greiffenberger
Figure: ABM Greiffenberger Antriebstechnik GmbH

Daniel Weber, Head of Development at KYBURZ Switzerland AG
Figure: KYBURZ Switzerland AG
Thank you for 470 years of commitment
>Just like every year, the ABM Jubilee honours took place on 02 December. For ABM, the retention of employees and the creation of secure, long-term jobs are in the foreground. We are all the more pleased that we were able to thank 12 loyal employees this year. We congratulated them on 25 years (2 Employees), 40 years (6 Employees) and 45 years (4 Employees) - together an incredible 470 years - and look forward together to further cooperation as well. In small groups, the management, Robert Lackermeier and Ralph Treude, with the chairman of the works council Jan Tröger took over the honoring.
We would also like to take this opportunity to thank all those celebrating their jubilee for their loyalty and many years of exemplary service to our company: "The strong position of ABM today is the result of your expertise, loyalty, passion and experience. We are proud and grateful for your outstanding contribution to our team."

Robert Lackermeier (CEO), Ilona Kraus (45 years), Ralph Treude (CEO), Rainer Bayer (40 years), Klaus Schmelzer (45 years),
Jan Tröger (Chairman of the Works Council) and Klaus Biedermann (40 years)

Robert Lackermeier (CEO), Peter Hess (40 years), Ralph Treude (CEO), Willibald Fachtan (40 years), Gerhard Bartl (45 years),
Jan Tröger (Chairman of the Works Council) and Sebastian Neumann (25 years)

Robert Lackermeier (CEO), Simon Weiß (25 years), Ralph Treude (CEO), Andreas Kern (40 years), Jan
Tröger (Chairman of the Works Council) and Roland Kindl (40 years)
Our New Tinkerers, Doers And Planners Are Here!
>On 1st September 2021, nine apprentices started into their future at ABM Greiffenberger. The leading international system supplier for drive solutions is currently employing 31 apprentices in total in the most different job profiles.
“Already during the vocational training, many ABM benefits are waiting for you”, emphasized Dipl.-Ing. Robert Lackermeier, CEO of ABM, while he welcomed the new apprentices.
„As an enterprise of the metal and electrical industry in Bavaria, we offer benefits like, for example, a voluntary company pension, holiday pay and Christmas bonus. Moreover, we support you with all the vocational school trips outside Marktredwitz by taking over the train travel costs.”
After the vocational training, ABM Greiffenberger offers a secure and long-term perspective. The employees are supported by specific further training schemes and individual programs of the ABM Academy.
For the coming year 2022, 10 new apprenticeship places are planned. Interested parties can already now contact us. You can find all the information concerning the job profiles on our website: https://www.abm-antriebe.de/en/careers/pupils.
Open house day 2021
Provided the Corona situation allows it, the “2nd Day of Apprenticeship” will take place on 30th October 2021. Pupils, parents and teachers can visualize our company for themselves. Different presentations and participation stations as well as interesting conversations are waiting for them.

From left to right:
First row: Lea Löffler, Kaan Keles, Benno Bauer, Lukas Ullmann, Jannick Lang
Middle row: Anna Hager, Moritz Köstler, Niklas Müller, Mert Emre Özdemir, Ralph Treude (CFO), Jan Tröger (Chairman of the Works Council)
Back row: Bernhard Wenning (Training Manager), Marc Mayer, Johanna Kick (both Youth & Trainee Representative), Reimund Lork (Staff Manager), Robert Lackermeier (CEO)
From 0 to 100 instantaneously
>As a systems provider, ABM Greiffenberger develops and manufactures drive systems for stationary and mobile intralogistics applications. Upon request, customers can be supplied with individual solutions allowing them to reduce their costs – and with conveyor systems quickly accelerate even heavy loads from a standstill. This is made possible by the ABM’s close cooperation and partnership with customers. But what characterises the tailor-made system solutions?
‘What requirements do manufacturers of intralogistics solutions have for drives?’ Ralf Fickentscher takes a moment to think. ‘They want highly efficient solutions that are always available and run without any problems.’ Fickentscher is head of development at ABM Greiffenberger in the Upper Franconian city of Marktredwitz. The company is a one-stop shop for drive solutions that helps customers slash costs and thus profit from a fast return on investment. ‘Our motors are extremely efficient, especially in the partial-load operational range the systems primarily operate in,’ says his colleague Stephan Thoma, ABM team leader & product manager for inverters. The fact that an electric motor can operate very efficiently precisely in partial load operational range is one of the main reasons for its higher energy efficiency. The SINOCHRON® motor, for example, is a motor that can also be operated without sensors and has a high starting torque. This is particularly important in intralogistics applications because conveyor systems often have to be able to move heavy loads from a standstill: with a speed control range of 1:200, the SINOCHRON® series can immediately apply the full starting torque to move stationary loads– virtually from 0 to 100.
Powerful and compact
The SINOCHRON® series are permanently excited synchronous motors, which, thanks to their special design, are perfect for sensorless operation. ‘They are very dynamic,’ explains Stephan Thoma. This drive solution differs from the induction motor by a short-time overload capacity that is approximately twice as high. ‘In addition, even the smallest IEC frame size of 63 can already reach nominal torques of 4.5 Nm and nearly doubling the overload capacity,’ explains Ralf Fickentscher. ‘And because the motor achieves this high power density, we can make our solutions more compact,’ As a result, the user can often select a smaller motor and thus reduce installation space and energy consumption.
In contrast to comparable drives, the motor can also be operated with 400 V – instead of just 24 V. This makes project planning much easier because multiple drives can be operated from one power supply and are switched in series according to the so-called daisy chain principle – just one power supply is needed for this. Moreover, the drives are networked via a bus system for communication and can therefore be controlled from a central point.
Via the sensorless speed control, the control system calculates the rotor speed as well as the rotor angle at a given time from the electrical measurements. With this information, the currents for torque generation can be fed precisely to the motor. ‘We achieve very good control characteristics with this without having to use an expensive encoder,’ says Thoma. And because the drive does not require any sensors, it is also robust. ‘Almost like the famous bunny. It keeps going and going and going,’ says Fickentscher. Through this, users also experience significantly lowered maintenance costs and a high system availability, both of which are important benefits for the total cost of ownership. The drives also have a service life of up to 50,000 hours.
Individual Solutions from a Modular Design
ABM Greiffenberger can also cater to the individual needs of users with the drive solutions. To what extent? ‘That depends on the requirements,’ says Thoma. ‘With our intelligent modular design, we can find the right solution for every application.’ Various gearbox designs such as angular, helical and parallel shaft gearboxes are also available and are developed, manufactured and tuned to the performance values of the respective motors by ABM. Thanks to its modular design, the drives can also meet special requirements of the system manufacturer with standard components. This positively affects the quality because only proven modules are used.
With this modular design, the systems provider also reduces the number of possible variants – ‘with it, we control the complexity,’ says Thomas. The system manufacturer can also select from different mechanical interfaces easing commissioning. The drive variants can also be reduced because the same motor series can often be used for a variety of tasks. If higher torques at lower speeds are required for high loads, the motor can simply be combined with a gearbox. Various mechanical and electrical interfaces are available to simplify installation. Many connections are realised as plug-and-play connections. This increases the system availability.
‘However, we can also design a completely new solution if the customer requests it,’ explains Fickentscher. With the individual solution, the user gets the maximum added value and a permanent, significant reduction in costs because the drive is precisely tailored to their requirements.
SINOCHRON® in container conveyor technology
Wearless direct drive, gearless, without brakes, energy-efficient and with high availability: all this is what makes the ABM solutions suitable for, amongst other things, roller conveyors that transport containers with different weights, often over several kilometres. ‘Our motors offer high efficiencies and power densities. In addition, they are ideal for tight spaces due to their compact designs. With the SINOCHRON® drives, the rollers in the conveyor systems can convey loads weighing up to 180 kilograms – and accelerate them from a standstill. ‘A high torque is required to start the load and then the drives operate about 90 per cent of the time with a partial load operational range,’ explains Thoma. Typical travel speeds are from 0.3 to 1.5 m/s.
Because the gearless motors require no oil or lubricants, they can also be used in the food industry. A further advantage of the SINOCHRON® drive is its suitability for use in deep-freeze storage facilities: the series can be used in a temperature range of -30 °C to +60 °C. ‘Established drum motors, in contrast, are only suitable down to 0 °C,’ reports Thoma.
One user who relies on this drive solution from ABM is Witron Logistik + Informatik GmbH from Parkstein in the Upper Palatinate. The single source general contractor plans, realises and operates automated logistics and material flow systems. The company assumes the logistics planning, information and control technology, mechanical design and manufacturing, and the operational responsibility. Added to that are all service and maintenance tasks for a project. ABM SINOCHRON® motors are integrated into Witron logistics systems around the world, currently in a project with a German grocery chain with several kilometres of conveyors. ‘We could reduce installation space and energy consumption with these solutions,’ says a satisfied Josef Uschold, head of development of control technology at Witron. ‘I was especially impressed with the cooperation with ABM. It was a good partnership right from the start. We always receive high-quality and reliable components.’
Also suitable for very high loads
But what if the drives have to move much higher loads – as is the case with a pallet conveyor? ‘Then we attach an existing gearbox to the motor,’ explains Fickentscher. The user can then handle loads of up to 1,200 kg and still profits from the advantages of the SINOCHRON® motors, such as a compact design, maximum torque over a large speed control range or a large number of mounting and integration options.
‘If our compact parallel shaft gearbox FGA is used in a conveyor system, it can be installed, for example, parallel to the motor shaft. This makes the U design and thus also an output shaft on the motor side possible, which makes this solution even more compact,’ says Thoma. For a helical gearbox with an axial output shaft, the motor shaft and the output shaft can be configured in a line if so required. An angular gearbox, e.g., could be mounted laterally to save space. ‘We always cooperate closely with our customers to implement their requests,’ says Fickentscher. ‘To enable higher external radial forces to be absorbed in the drive, we have pulled the output shaft mounting forward into the flange.’ This is a big advantage, e.g., for pre-tensioned belt drives or external gear wheels because the distance between the point of force application and the bearing is greatly reduced. The ABM gearboxes can also be extended to yield additional system advantages. Through the flexible installation and the additional assumption of further tasks in the application, system advantages arise: for example, several movements can be implemented with just one highly efficient motor. This saves money and speeds up commissioning.
Requirements met
‘We always accommodate our users’ requirements with our solutions,’ says Thoma. Thanks to the modified modular solutions, the customer profits from fast availability. The engineering partner and provider supports manufacturers with efficient drive solutions – in automated guided vehicles, in automated logistics systems with conveyors, lifting gear and forklift trucks or in cold storage facilities. ABM Greiffenberger offers everything from a single source. The full-range provider has more than ten years of experience in the applications. ‘More than 500,000 of these drive solutions are being used successfully in companies around the world,’ stresses Ralf Fickentscher.

When, for example, an angular gearbox is added, very high loads can be transported with high efficiency and high power density.
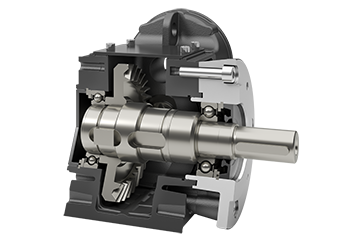
The pulled-out mounting of the output shaft makes the drive extremely robust.
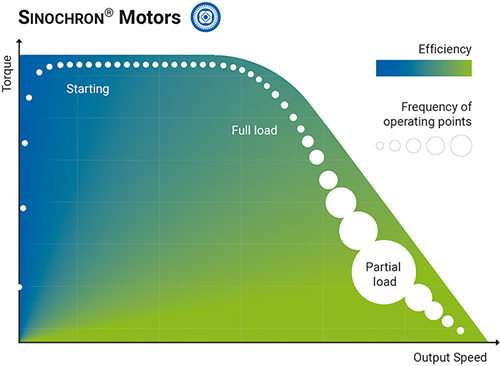
The high energy efficiency of the sensorless drive, particularly in the part-load region, significantly lowers costs and ensures a fast return on investment.

Ideal for tight spaces: the parallel shaft gearbox with decentralised inverter and permanently excited synchronous motor (SINOCHRON®) fits compactly into the belt conveyor.

Angular geared motors also drive transport units reliably and efficiently in the logistics systems of industrial companies.
Same Web-Address – New Look
>On July 13, 2021 ABM Greiffenberger will present a new website. Goal for the relaunch is to provide visitors an appealing, modern design combined with high user friendliness to assure speedy access to information.
A clear-cut menu structure as well as optimized content allows everybody – no matter if customer, prospective buyer, or job applicant – with very few clicks to reach the desired information.
While a specific portal for customers is available, perspective buyers can very comfortably display product recommendations for their application and industries. The career portal informs pupils, students, and the professionally experienced about all options, as well as, ABM Plus and benefits that distinguishes ABM as an attractive employer.
With the new website one attains an authentic insight into the enterprise, ABM Greiffenberger: Users can see exclusively actual ABM employees. New corporate videos not only guide you through the plants, but also position ABM as an attractive employer.
Besides a complete revision of the content, the corresponding technology was updated with a new content management system, including a responsive web design. Users benefit from short down load times and optimum presentation on all mobile devices.
Soon the web presence will be complemented with social media. We look forward to keep all interested parties informed via LinkedIn about news, product developments, and useful practical tips.
ABM proud of Employees Celebrating a Jubilee
>Regrettably the pandemic prevented ABM Greiffenberger from honoring their longtime employees in the usual scope. The Jubilee Evening will be made up in 2021 once the virus situation will allow that.
In order to still thank them individually for their commitment and loyalty to ABM, Dipl.-Ing. Robert Lackermeier (CEO) and Jan Tröger (work council leader) honored them according to the Corona protocol in small groups.
Honored for 25 year of service were: Karl-Heinz Binder, Enrico Fischer, Thomas Grenda, Ralph Hille, Carsten Josewitz, Holger Laqua, Alexander Lippert, Hans Ludwig, Jörg Müller, Kerstin Reiner, Joerg Schirmacher (ABM Plauen), Sonja Schubert, Matthias Schusser and Bernd Titzmann.
Bernd Kalizok (ABM Plauen) joined the company 40 years ago. Gerhard Pfauntsch and Roland Rabe (ABM Plauen) celebrated their 45th company jubilee.
Robert Lackermeier was delighted to honor so many employees celebrating a jubilee. „Their skill and experience as well as their commitment and loyalty are guarantees for a strong ABM. We are proud to have them as our colleagues.“

From left to right: Robert Lackermeier (CEO), Sonja Schubert (25 years at ABM), Gerhard Pfauntsch (45 years at ABM), Enrico Fischer (25 years at ABM) and Jan Tröger (Work Council Leader)
From left to right: Robert Lackermeier (CEO), Kerstin Reiner and Bernd Titzmann (both 25 years at ABM) and Jan Tröger (Work Council Leader)

From left to right: Robert Lackermeier (CEO), Karl-Heinz Binder, Carsten Josewitz and Matthias Schusser (all 25 years at ABM ) and Jan Tröger (Work Council Leader)

From left to right: Robert Lackermeier (CEO), Ralph Hille, Hans Ludwig and Alexander Lippert (all 25 years at ABM) and Jan Tröger (Work Council Leader)
Further expansion of the production site Marktredwitz
>Already in 2017, a clear double-digit million EURO amount was invested in the two ABM locations Marktredwitz (Upper Franconia) und Lublin (Poland). In spite of the currently difficult times, the starting signal is given for a further investment package with the construction of an additional, approx. 640 m2 large production hall “An der Rößlermühle“ (Factory 4). This also contains new, automated machining centers incl. test technologies. The commissioning together with the installations is planned for March 2021.
“On the one hand, we strengthen the high production depth in our core competencies with this expansion of capacity. On the other hand, the automated machining centers guarantee reliable production processes and also enable us to meet the demands of the market and our customers even more flexibly”, says Dipl.-Ing. Robert Lackermeier, CEO of ABM Greiffenberger. Along with the architectural office Wittmann and the involved construction companies Roth and Sybac, his special thanks also go to Oliver Weigel, mayor of the city of Marktredwitz, and his team. They have been involved in the planning phase already at an early stage and strongly supported ABM in this construction project, inter alia with their swift issuing of the building permit.
“ABM Greiffenberger stresses the importance of the location Marktredwitz with this hall extension“, emphasizes Dr. Werner Folger, sole shareholder and CEO of the senata group. “ABM is geared for growth and optimally equipped for the future.”
The official groundbreaking that had originally been planned for the 28th October 2020 was cancelled due to the increasing number of Corona cases. Instead, there will be an official opening when the new production hall and the machine park will be visited. Persons invited to this event include County Commissioner Peter Berek, Oliver Weigel, Mayor, Martin Schöffel, Member of the Bavarian Landtag, as well as further representatives of the companies Wittmann (architectural office), Roth and Sybac (construction companies) and of the city of Marktredwitz.
The commissioning of the approx. 640 m2 large production hall including the new installations (on the right) is planned for March 2021.
ABM welcomes six new Trainees
>On 1st September 2020, six apprentices started into their working lives at ABM Greiffenberger. So in total, there are now 28 young talents who are shaping their future at ABM.
Dipl.-Ing. Robert Lackermeier, CEO of ABM, personally welcomed the career starters on their first day as well. There he emphasized that “many perspectives and career opportunities will open up for all of you at ABM. Our common path will not end with the completion of your training, because all our trainees are taken on, employed in one of our departments and continually supported through possible training programmes.”
Open house day again in 2021
In October 2019, the „First Vocational Training Day“ took place at ABM. Numerous visitors found out about the different training professions and the combined study / vocational training programme. Different presentations and hands-on areas, interesting conversations as well as the many visitors made the day a complete success!
We are very much looking forward to the next vocational training day in autumn 2021.
You can find our training opportunities for the year 2021 and further information on our website in the career portal.
F.l.t.r.:
Bernhard Wenning (Training Manager), Reimund Lork (Staff Manager), Johanna Kick (Youth & Trainee Representative), Robert Lackermeier (CEO), Jan Tröger (Deputy Chaiman of the Works Council), Felix Ollert, Marc Mayer (Youth & Trainee Representative), Jerome Staats, Philipp Hoffmann, Elias Lindner, Benedikt Linss and Paul Bondarenko.
Complete Package for Intralogistics
>ABM Greiffenberger will present itself at LogiMAT 2020 in Stuttgart (March 10 to 12, 2020) as a one stop provider for all areas of intralogistics. The drive specialist develops and manufactures drive systems for stationary and mobile applications. In close partnership with customers, tailored modular system solutions that can be optimally integrated into the respective application. New in Hall 3 at Booth B15 will be the powerful TDH230 wheel hub drive with integrated electric steering.
In times of e-commerce and same-day delivery, fast movement of goods is becoming ever more important. In this context, stock picking is assuming a key role. Line powered fully and partially automated logistics facilities with material handling equipment, lifting equipment as well as forklifts and automated guided vehicles (AGVs) are deployed. ABM Greiffenberger offers suitable system solutions for all – alternatively for line or battery power supply. They include motors, gearboxes, brakes and inverters. The latter can be networked and are gaining in importance with regard to Industry 4.0.
Amongst other things ABM Greiffenberger will present in Stuttgart drives for container and pallet handling equipment. The range of products includes energy-efficient asynchronous and SINOCHRON® motors. Apart from helical, parallel shaft and angular gearboxes, centralized and decentralized inverters will be on display. Customers will also be able to experience in action a SINOCHRON® motor with a compact KG series gearbox featuring high overall efficiency and long service life.
New: Chain Hoists with Integrated Electronic Control
In the industry segment lifting equipment, ABM Greiffenberger will present powerful chain hoists with high efficiency and reliable overload protection through friction clutches. The integrated electronic control is new here. The basic version for lifting and lowering can easily be expanded by plug and play with another board to include the travel function. Brake control provides for safe operation. The solution from ABM Greiffenberger is particularly long-lasting – wear of contact points does not occur anymore. The chain hoists are corrosion resistant, robust and also operate reliably in harsh environments. High-quality grade teeth helical gearing enables quiet running and thereby lowers noise emissions. Customers can draw from the drive specialist’s modular kit design to arrange their own application-specific solutions.
Particularly for use in automated guided vehicles, ABM Greiffenberger will present the TDH230 wheel hub drive, now also available with integrated electric steering. An efficient AC motor is employed for steering operation. The drive has a low installation height for easy integration into your AGV. The TDH230 is compact, durable and with performance for precise and safe manoeuvring of AGVs.
On the whole ABM offers ready-to-install, plug-and-play systems based on a modular platform concept for the mobile sector. Different motor technologies and gearbox designs in conjunction with brakes and sensors can be easily combined and integrated into different vehicle types.
Systems Supplier: ONE Partner for Intralogistics
ABM Greiffenberger is a systems supplier for both stationary and mobile applications. Customers are comprehensively supported from development to series production and receive everything from a single source. Users can select from an extensive modular system. The drive specialist provides cost-efficiently and quickly application-specific adaptations. ABM assumes system responsibility and provides support in system integration for demanding and individual projects. Focus is on maximum customer benefit and intensive development activities. This results in reliable, durable and safe products that are characterized by high dynamics, smooth running and reliability and are compactly designed for easy installation.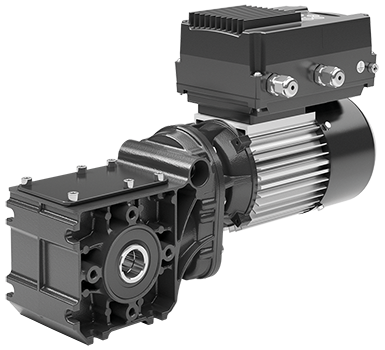
ABM Greiffenberger will present powerful angular geared motors from the KG series live in action at LogiMAT 2020.
New: The trade fair offering will also include drives for reliable and energy-efficient chain hoists with integrated electronic control.
New: The efficient TDH230 wheel hub drive is now also available with electric steering.
Top Performance through Liquid Cooling
>ABM Greiffenberger has extended its efficient drive technology offering and now includes liquid-cooled motors in its portfolio. They open up a broad application area to users and impress, for example, through their high energy efficiency and power density even in harsh environments.
The drive specialist from Marktredwitz, Germany, developed the units with frame sizes from 80 to 160. Their compact design offers users numerous benefits. The motors take up little space, but are still powerful – an increasingly sought-after property particularly for applications in mobile drive technology. Because liquid can dissipate more heat per time unit than air can, the motors also feature optimal cooling performance under continuous load. This also applies if they are used in tight spaces, for example if the motors are integrated into machines. Beyond that, the drives possess a high thermal stability.
ABM Greiffenberger offers the water-cooled version with an output of up to 100 kW. It is available as an energy-efficient asynchronous motor or a permanently excited SINOCHRON® motor. The motors can be controlled via inverter and can be attached to all ABM helical, parallel shaft and angular gearboxes without extra effort. The components also operate reliably in harsh environments; ABM offers them with high levels of protection of up to IP6K9K. Cooling in the axial or radial direction is accomplished with fluids, e.g. with a water-glycol mixture or with oil. The pressure loss in the cooling system is thereby always very low.
The water-cooled motors are particularly suitable for use in the printing machine and textile industries. Relatively high temperatures prevail in production here and efficient cooling is especially important. In mobile drive technology they excel in construction machines such as excavators or wheel loaders as aggregate and traction drives. Other application fields are electric vehicles, industrial trucks and watercraft. ABM drew on its extensive modular building block system in the design of the components. User-specific requirements such as connection to special interfaces can easily be implemented.
With the development of the water-cooled motors, ABM Greiffenberger addresses industry requirements. CEO Robert Lackermeier stresses: ‘For us the close contact to customers and intensive market observation are important cornerstones for providing the greatest possible benefit to the user.’ The system supplier with a high level of vertical integration delivers drive components made in-house. Customers in numerous fields profit from the great consulting and industry expertise and find a reliable partner for individual system solutions in ABM Greiffenberger. Even complex prototypes can be realised quickly in Marktredwitz.
Development and manufacturing expertise also plays an important role. With the state-of-the-art aluminium die-casting foundry, ABM Greiffenberger has attained a prominent position in the production of housing parts. Required parts are finished using automated and flexible machines and cells. Robot-controlled systems and winding lines guarantee uniform series quality. Performance test benches and a laboratory for materials analysis additionally ensure the high standard of design and engineering.

The new liquid-cooled motors from ABM Greiffenberger are versatile and offer a high power Density.


Even at relatively high temperatures in production as in the textile industry, the drive from ABM Greiffenberger impresses through its efficient liquid cooling.
Ten teenagers start their Vocational Training
>On 2nd September 2019, ten new apprentices were welcomed according to the motto ”With you we put ideas into gear” at ABM Greiffenberger . So in total, ABM Greiffenberger Antriebstechnik GmbH employs 27 apprentices – the company belongs to the owner-managed senata group and is doing the training solely for its own youth development.
”The same as the motor is the heart of a machine, our employees are the heart of our company“, thus Dipl.-Ing. Robert Lackermeier, CEO of ABM, received the new employees. “Therefore, we will provide comprehensive support and facilitate your specific development already during your vocational training. As a dynamic, medium-sized company with high flexibility and short decision paths, we open up many perspectives and career opportunities for you after your successful training.”
That is us – invitation for a personal meeting
At the following vocational training fairs, you can get all the information concerning our varied job opportunities at first hand:
28th September 2019 at Otto-Hahn Gymnasium Marktredwitz
12th October 2019 at school centre Kemnath
We are also pleased to invite you for the Day of Vocational Training. On the 26th October 2019, our training workshop in Marktredwitz will open its doors for all interested visitors and will inform in detail about the different training opportunities at ABM Greiffenberger.
In the career portal on our website you can also find an overview of the training professions which are being offered from 01st September 2020 onwards - applications for them are already welcome.
F.l.t.r.:
Johanna Kick, Marc Mayer and Mario Leibl (Deputy Youth Representatives), Jan Tröger (Deputy Chairman of the Works Council), Reimund Lork (Personnel Management), Marius Jackwert, Dominik Hautmann, Alex Stobitzer, Lisa Gennari, Lukas Köstler, Sascha Sawjolow, Jonas Hüttner, Jakob Martin, Lukas Möller, Lukas Friedl, Robert Lackermeier (CEO) and Bernhard Wenning (Training Manager)
Ready for Dispatch: Efficient Drives for Various Industries
>At the SPS 2019 in Nuremberg ABM (November 26 – 28) Greiffenberger will present a section of their comprehensive program of efficient drive technologies for various industries. New in hall 3 at booth 520 is a liquid-cooled motor. This motor excels with high power density at minimal space requirement, energy efficiency and long operating time.
Users can reliably operate this motor over a long period of time with high output devoid of overheating. ABM Greiffenberger offers these motors in IEC frame sizes 80 to 160. Outputs up to 100 kW are feasible and if required they can be easily controlled with ABM inverters. Additionally it is possible to set a constant operating temperature resulting in uniform elongation. This means the motor can be fitted in µ-accuracy in its application – an advantage that considers the ever increasing demand for smaller space requirements.
Depending on the application or customer wishes cooling can be accomplished by water, oil or refrigerant. Radial cooling results in an extremely efficient motor but axial cooling is simpler in design. Liquid cooled motors can be combined with ABM straight shaft, parallel shaft and right angle shaft helical gearboxes. The user can pick flexibly from the complete ABM drive portfolio. The motor lends itself for industrial applications such as textile machinery but also for mobile uses such as construction machinery. In addition they impress in powerful electro vehicles and water craft.
ABM Greiffenberger present itself as a systems supplier that can deliver complete drive solutions from a single source. The company takes over full systems responsibility from specification to manufacturing. In addition the specialists from the Upper Franconian town of Marktredwitz deal with the systems integration so the customers receives solutions with additional benefits. An important consideration in the strategic direction is given to sustainability. ABM Greiffenberger emphasis the protection of resources, high energy efficiency and minimal emissions during operation.
Straight shaft, parallel shaft and right angle shaft helical gearboxes combined with ABM motors can also be supplied industry and application specific with inverters. They are equipped optimally with different bus systems and guarantee network interconnectedness. This prepares the ABM Greiffenberger drives system for the Industry 4.0 requirements.
The liquid-cooled motors are suitable for a variety of industrial applications as well as mobile applications.
New efficient INVEOR Drive Controllers
>System provider ABM Greiffenberger presented powerful drive technology for intralogistics at LogiMAT in Stuttgart. As a project partner from development to start-up, the company offers industry- and customer-specific solutions for numerous application cases. Motor-mounted drive controllers in the series INVEOR MP and MP Modular were new. They feature impressively fast system integration, energy-efficient operation and easy handling.
The new controllers can be easily combined with asynchronous and SINOCHRON® motors as well as with all gearboxes from ABM Greiffenberger. The special technology enables a speed control range of 1:200. A big advantage here is the unique mode of operation: the large control range is possible sensorless. This saves the user costs and significantly increases equipment availability.
The drive system offers numerous advantages in warehouse logistics. It can be configured in such a way that external connections as well as supply or control lines are all plug-in. Therefore installation can be accomplished quickly and smoothly saving the user money: no costly experts are needed. The system is particularly beneficial for applications such as modular warehouse logistic systems that are rearranged regularly.
Smart features such as a Bluetooth interface enable comfortable start-up and control via an app simplifies handling. This makes the drive system an optimal solution for applications in tight spaces whereby a cable connection for parameterisation is not feasible. The app also allows easy transfer of settings to other devices. The solution from ABM Greiffenberger is of modular design so customer specific configurations can be realised at any time. Optional fieldbus systems are also available. They assure the connectivity and prepare the drive system to meet the Industry 4.0 requirements.
The sensorless motor control and expanded speed control range of the INVEOR MP ensure optimal efficiency with minimal energy consumption in every application. It meets protection class IP 65 and also works reliably under tough conditions. The unique feature of the MP Modular version is its smart power section containing already all essential control characteristics in the power electronics. This lowers the costs for the user: no application board is needed. This version can be equipped and configured with various modules. The module carrier even offers the possibility of mechanically integrating customer supplied electronics. It can also be used for factory provided options such as I/O modules or a main disconnects. More installation space for additional components is also available.
System Integration with Added Value
The drive system from ABM Greiffenberger ensures a perfect performance in numerous applications. It is powerful, energy-efficient and conserves resources. From specification to production, the company assumes full system responsibility and integration. This makes optimal facility availability possible for the user. The drive specialist is a complete supplier with a high level of consultation and development expertise. All products are offered from a single source. With additive manufacturing even complex prototypes can be quickly produced in Marktredwitz. Modern testing technologies, motor dynos and a laboratory for materials analysis ensure high quality in design and engineering already at the development stage. ABM Greiffenberger has always maintained close customer relationships and conducts intense market monitoring. Based on its extensive and modular portfolio, tailored space- and cost-optimised systems with maximum benefit to the user arise.

Figure 1: ABM Greiffenberger’s portfolio includes energy-efficient and powerful INVEOR MP series drive controllers.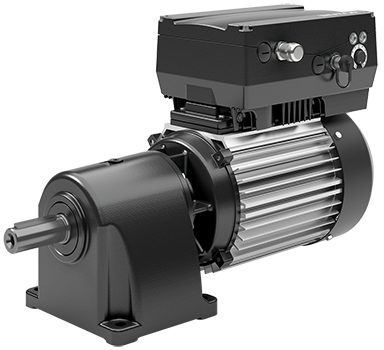
Figure 2: The new INVEOR drive controllers can be combined with all motors and gearboxes from ABM Greiffenberger.
All-clear for AGV’s
>Automated guided vehicle systems can increase efficiency in production and logistics. To do so, however, they have to be powerful, safe and flexible. ABM Greiffenberger presented a series of extremely compact and space-saving gearboxes designed specifically for use in automated guided vehicles. They enable reliable and energy-efficient operation on factory floors and in warehouses.
The drive specialist from the Upper Franconian town of Marktredwitz offers efficient gearboxes for various vehicle concepts. These include towing vehicles, undercarriages, upgraded forklifts and assembly platforms. To optimally use the often tight space in an automated guided vehicle, ABM Greiffenberger developed particularly compact parallel shaft and angular gearboxes which can be easily integrated.
The two- and three-stage units are available with high reductions, low backlash and high encoder resolution. They are designed for low speeds and enable exact vehicle positioning. Depending on the drive unit design different steering versions are used, e.g., via electronic differential control of two motors for curved paths. For complex driving manoeuvres, forward and backward motion, lateral travel or rotation when stationary, one or more drive wheels can be steered electrically.
KG series bevel gears with output torques of 60 to 800 Nm are included amongst the versions that are particularly well suited to use in automated guided vehicles. FG series parallel shaft gearboxes range from 50 to 2,000 Nm. ABM Greiffenberger also has helical gearboxes in its portfolio with impressive output torques ranging from 30 to 2,080 Nm. High wheel loads of up to 25,000 N are provided by hub wheel drives (TDH series) offered in four versions with output torques from 360 to 2,000 Nm and of robust design. Through the integration of the components into the drive wheel the ABM designs excel as traction drives with particularly efficient, space-saving force transmission. Upon request bevel gear drives type TDB can be supplied with electric steering. They are available with static wheel loads of up to 16,000 N and in the different versions cover a range from 435 to 2,000 Nm. Type TDF parallel shaft gearboxes with a performance range of 435 to 1,400 Nm reach static wheel loads of up to 17,000 N.
The high wheel torques at low rotational speeds facilitate travelling on slight inclines and enable precise manoeuvring. Additionally users save costs: thanks to the high wheel loads there is no need for separate support of the wheel axle.
SINOCHRON® Motors for Long Battery Life
Compared with forklift drives, automated guided vehicles do not require high starting torques for inclines because they are usually used on level factory floors. For autonomous operation batteries with 48 or 24 volts are frequently used. Permanent-magnet synchronous motors have proven themselves in low-voltage applications and are recommended for use here. ABM Greiffenberger offers the Sinochron series with continuous output of up to 13 kilowatts for this. This series is characterised by its compactness and high efficiency. Sinochron motors are environmentally friendly. They clearly surpass the requirements of Super Premium Efficiency class IE4. Users are hence optimally prepared for further legal regulations. The drives possess a high power density and provide for a long battery life in daily use. In addition the series is compact and can easily be integrated into transport systems.
Permanent focus on customer benefit
ABM Greiffenberger is also present in the AGV sector as a system supplier with high-level consultation and development expertise and thereby offers its customers short decision-making paths: all products are designed in-house, and even complex prototypes can be quickly produced via additive manufacturing. Modern testing technologies and a laboratory for materials analysis and motor dynos ensure consistently high quality. The parts are produced on state-of-the-art machines and machining centres; robot-controlled manufacturing cells guarantee consistent series quality. Innovative products arise out of close customer relationships and intense market monitoring. ABM Greiffenberger uses its modular and extensive portfolio to develop application-tailored, space- and cost-optimised systems.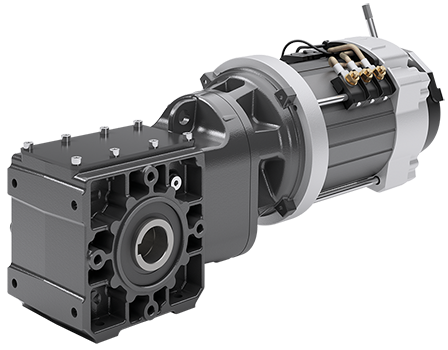
Figure 1:Angular gear with low-voltage motor from ABM Greiffenberger for efficient use in automated guided vehicles.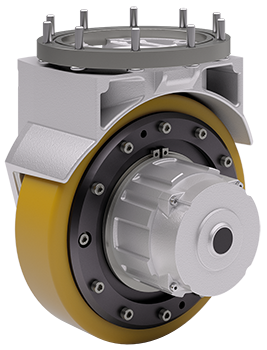
Figure 2:Type TDH 230 wheel hub drive from ABM Greiffenberger with high wheel loads of up to 25,000 N.. Figure 3:In this towing vehicle angular gears with low-voltage motors are used to ensure powerful and precise driving performance.
Figure 3:In this towing vehicle angular gears with low-voltage motors are used to ensure powerful and precise driving performance.
Forklifts get moving with Powerful Drives from ABM Greiffenberger
>‘Your Vision is our Drive.’ ABM Greiffenberger develops efficient forklift drives for traction, lifting and steering for its customers. As a system supplier the company from the Upper Franconian town of Marktredwitz offers all drive components from a single source. TDB series bevel gears and TDF series parallel shaft gears were some of the products that could be seen at LogiMAT. They are powerful, energy-saving and reliable in daily use.
Fast movement and smooth transport of goods in various sizes and weights are important factors in intralogistics. Accordingly there are also high demands on the drive technology. Gearboxes from ABM Greiffenberger feature impressive driving comfort and safety. They meet strict environmental and emission requirements. In the expanding electrification, that amongst other benefits provides noise reduction in storage and warehouse uses, the company sees further growth in market potential.
The gearbox solutions from ABM make high gradeability and acceleration of pallet trucks possible. Even at low speeds forklifts can be controlled precisely – with highly dynamic steering. Thus operators can manoeuvre them more easily, even in tight spaces. ABM offers ready-to-install plug-and-play systems which are available in modular form according to a platform concept. Motor, gearbox and sensors can easily be integrated into different vehicle types.
TDB series bevel gears can be used for a variety of purposes. They are found in reach trucks, tow tractors, autonomous transport systems and sweepers/scrubbers. The components are powerful and highly efficient. Even with small batteries, users can work reliably for long periods. The TDB series was extended with a drive that can handle output torques up to 750 Nm. With an unchanged installation space, the drive torque was once again increased by 15% over the predecessor model. ABM Greiffenberger designed the series to be compact. The vertical motor mounting and the further optimisation of gearbox components such as gearing and housing lead to a small envelope circle: the user benefits from a space saving gearbox installation.
ABM Greiffenberger developed the bevel gearboxes for wheel diameters of 230 and 254 mm and a wide range of applications and great flexibility: application-specific combinations of gear ratio and motor output can be easily realised. The series is also available in combination with an integrated steering drive and redundant steering monitoring right on the drive wheel. For ‘driving’ ABM offers temperature monitoring via a temperature sensor. Motor speed recording is done via an incremental encoder with up to 64 pulses per revolution. Use of a regenerative AC technology is also possible. An electromechanical holding brake takes care of parking and emergency stopping. The overall design thus offers a wide variety of functions and combination options. Now both developers of customised individual applications and OEM project managers for cross-fleet platforms have the ideal drive for their respective application available.
TDF series: Quiet Running and Plenty of PowerTDF series parallel shaft gears impress through their high efficiency, quiet running and longevity. Especially quiet running is stressed over and over by users. This is made possible by the highly optimised helical gear technology used by ABM Greiffenberger. The gearboxes are suitable for use in pallet trucks and three-wheel sit down forklifts, amongst others. The die-cast aluminium alloy housings used with sizes 200 and 230 mm ensures lightness, high stability and corrosion resistance. The housings for versions with wheel diameters 254 and 471 mm are made out of robust ductile iron.
ABM offers the TDF series with a motor output of 1.2 to 4.7 kW. The maximum wheel torques range from 435 to 1,400 Nm. The gears can be supplied with different gear reductions based on the applications. ABM Greiffenberger can develop customer-specific housings for a cross-fleet platform design and large vehicle volumes. Even with the TDF series, precise motor speed recording for smooth deployment is possible.
System supplier with high-level development expertise
With the trade fair presentation, the drive specialist displayed its strengths as a system supplier with a high level of consultation and development expertise. It supplies all products, both motors and gearboxes, from a single source. With additive manufacturing even complex prototypes can be quickly produced. Modern testing technologies, motor dynos and a laboratory for materials analysis ensure high quality in design and engineering already at the development stage. With its in-house aluminium die-casting foundry, the company has attained a prominent position in the production of gearbox housings. The parts are produced with high process reliability on automated and flexible machines and machining centres. Robot-controlled manufacturing cells and winding lines enable consistent series quality.
ABM Greiffenberger has always paid special attention to ensuring close customer relationships and intense market monitoring. Based on its modular and extensive portfolio, the drive specialist develops application-tailored space- and cost-optimised systems with maximum benefit to the user.

Figure 1:Type TDB 230/254 Kombi bevel gears from ABM Greiffenberger can be used for wheel diameters of 230 and 254 mm.

Figure 2:The high-contact-ratio helical gear technology used in the TDF parallel shaft gear series from ABM Greiffenberger guarantees maximum efficiency and quiet running.
Parallel Shaft Gearbox from ABM Greiffenberger impresses Zasche
>Development, production and sale of ergonomic handling equipment is Zasche handling GmbH’s metier. In the construction of a new electrically driven balancer, the company with headquarters in Bavarian Nördlingen received the support of Marktredwitz-based ABM Greiffenberger. The system provider delivered a tailored drive system consisting of a parallel shaft gear and a converter completely meeting the manufacturer’s requirements for performance, ergonomics and energy efficiency.
Since its establishment in 1932, Zasche has evolved from a specialist in structural steelwork and crane construction to a leading manufacturer of manual handling equipment in Germany. The company’s portfolio includes manipulators, slewing cranes, light duty crane systems and lifting equipment. Over the last few years one topic has come to the forefront: demographic change and with it the rising average age of employees in industrial enterprises. This especially plays a role when parts must be moved during production, further processing or order picking. Back and musculoskeletal disorders cause substantial damage to the economy and to companies. They are a common reason for sick leave and reduced performance. ‘A large share of these illnesses can be attributed to incorrect load handling and it is precisely here that we want to provide “relief” in the truest sense of the word and at the same time optimise workflows,’ says Erwin Wagner, Managing Director of Zasche.
The company has drawn consequences from this: constant improvement of ergonomic handling equipment, greater networking of components and use of modern high-performance materials such as carbon characterise the strategic alignment of the company, which achieves an annual turnover of around 14 million euros with a staff of 120. ‘Our customers expect reliable, ergonomic solutions that ease the load on employees and can be operated intuitively,’ outlines Wagner. The solutions have to satisfy high safety requirements without limiting the practicality. In addition, especially for complex workflows, it must be possible to achieve a high repeatability and thus increase the process reliability through semi-automation.
Conventional handling up against its limits
According to Erwin Wagner, constantly rising customer demands for ergonomics, safety and lifting speeds can no longer be satisfactorily met with conventional solutions such as chain hoists and winches. This prompted the development department at Zasche to come up with something new: the electronic E-Balancer for performing challenging tasks without a compressed air supply. All tasks related to picking up, transporting and positioning loads can be carried out precisely with it. With the joining mode the worker can directly position and join parts manually without using any other operating elements. The E-Balancer has a special handle for fatigue-free work. Continuous load monitoring ensures safe transport; plug & play connections make it especially service-friendly. Freely programmable operating modes are available for guidance and joining.
The right partner: ABM Greiffenberger
Zasche also needed a suitable drive solution for the E-Balancer. The requirements were clearly defined in the functional specification: it had to be robust and simultaneously lightweight and have a long life and a high efficiency. In addition sensitive motor control over the entire speed range was required. Zasche knew where a suitable project partner could be found. ‘We’ve maintained a good relationship with global supplier ABM Greiffenberger Antriebstechnik GmbH for years and value its high level of competence in drive and converter technology,’ says Erwin Wagner. After initial talks ABM employees were on site for detailed project planning and purposefully discussed the complex work and safety aspects. They presented several proposals, carried out thorough tests and manufactured prototypes on short notice.
The intense cooperation was successful and ABM submitted a tailor-made concept. ‘The motor–gearbox combination used is based on a solution from our standard range for the parallel shaft gearbox series,’ says ABM Managing Director Robert Lackermeier. These gearboxes impress through a compact design with low space requirements. Their high-quality teeth provide for quiet and long life. Users are offered a large number of mounting options and operation is very efficient: the gearboxes are maintenance-free. ‘Our engineers have profound know-how in lifting technology. They developed and implemented specific adaptations for the lifting equipment application and its safety requirements,’ says Lackermeier.
Expectations fully met
The drive solution from ABM Greiffenberger impressed Zasche. ‘Up to now experiences have only been positive,’ Erwin Wagner is happy to say. A high reliability is guaranteed through the use of a gear unit suitable for lifting applications. ‘Over the entire speed range our employees can work with a sensitive speed control system. This makes precise positioning of parts easier,’ he says. Zasche also profits from the very good control and regulation capabilities of the drive in connection with the jointly developed safety solution. The gear unit is also characterised by high performance at a low weight. Erwin Wagner summarises: ‘On the part of the motor, gearbox unit and control hardware, all expectations were fully met.’
Industry 4.0 is also an important topic for Zasche. The solution from ABM Greiffenberger: The drive system comprising of parallel shaft gearbox and converter enables reliable remote maintenance. Users immediately receive support through this. When necessary Zasche has access to information such as operating times, load cycles or operating state and can analyse these data accordingly.
A big advantage: one-stop service
Erwin Wagner also has words of praise for the quality of the cooperation with ABM Greiffenberger. ‘The cooperation with partners in technology and sales was always very positive and cooperative. Problems were handled pragmatically and rapidly,’ he says. He identifies the fact that ABM supplied the complete drive including the converter as a great advantage for smooth project completion. Zasche also sees a suitable partner in the system provider for future projects. Erwin Wagner: ‘We are already working on using other gearbox sizes from the ABM range.’
Figure 1 (Zasche): Erwin Wagner, Managing Director of Zasche handling GmbH: ‘Up to now experiences with the drive system from ABM have only been positive.’
Figure 2 (ABM): Robert Lackermeier, Managing Director of ABM Greiffenberger: ‘ABM is not just a system supplier, but also a development partner.’
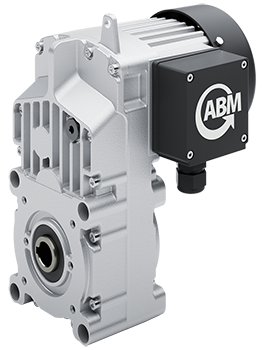
Figure 3 (ABM): The ABM parallel shaft gear in combination with the converter enables sensitive speed control over the entire rpm range.

Figure 4 (Zasche): The E-Balancer can be used for delicate work and exact positioning.
Figures: ABM Greiffenberger Antriebstechnik GmbH and ZASCHE handling GmbH
ABM Greiffenberger to present efficient drive technology at LogiMAT 2019
>ABM Greiffenberger will present a cross section of its extensive range of powerful drive technologies, including energy-efficient SINOCHRON® motors and compact gears for numerous applications in intralogistics, at LogiMAT2019 in Stuttgart from 19 to 21 February.
The system provider will also demonstrate its development and manufacturing competence. The company offers gear, motor and converter technology from a single source and meets the requirements for higher flexibility, performance and availability of drive solutions. This makes ABM an end-to-end provider both for the warehouse logistics industry and for material handling.
Energy efficiency at the highest level
ABM SINOCHRON® motors are particularly suitable for use in warehouse logistics. They are characterised by high short-term overload capability, high efficiency and high power density. In many cases users can use smaller motors, thereby saving on installation space and lowering energy consumption. Especially in the part-load operational range ABM SINOCHRON® motors are exceptionally efficient. They far surpass the values required by the Super Premium Efficiency class IE4. Users are thus optimally prepared for further legal regulations.
Powerful gears
In Stuttgart ABM will also present angular gears which are available in two- and three-stage versions. These gears have an impressively high efficiency of more than 90 per cent and are thus considerably more efficient than worm gears with their efficiencies of merely 40 to 70 per cent. The angular gears are lightweight, robust and also suitable for use in harsh environments such as refrigerated warehouses. Optionally implemented plug-in connections on the drives provide for easy assembly. The drives are virtually maintenance-free and compactly built, making them ideal for use in confined spaces.
Helical geared motors stand for quality, reliability in use and robustness. Through their special construction, parallel shaft gears from ABM offer a multitude of mounting options. They are also energy-efficient and quiet.
The aluminium housings from ABM Greiffenberger’s in-house aluminium foundry ensure the low weight and high corrosion resistance of the gear types.
Ready for Industry 4.0
Whether for centralised installation in the switchgear cabinet or decentralised installation as an add-on converter, ABM offers the right controller for every application case. All controllers are coordinated with all motors and can optionally be equipped with the corresponding bus systems. Thus they can be networked and are suitable for meeting the requirements of Industry 4.0.
Compact drive solutions for autonomous transport systems
For use in autonomous transport systems, ABM will present KG series bevel gears with torques of 60 to 800 Nm, FG series parallel shaft gears with 50 to 2,000 Nm and helical gears (G series) with 30 to 2,080 Nm. They are particularly suitable for low speeds and precise positioning. Compared with forklift truck drives, autonomous transport systems do not require high starting torques for inclines. ABM offers SINOCHRON® motors with a continuous output of 13 kW for use on level factory floors. They are highly efficient and thus provide for a long battery life.
Application ‘forklift truck’ – all drive components in the portfolio
As a system supplier, ABM Greiffenberger offers all drive components for forklift truck traction, lifting and lowering from a single source. These components meet strict environmental requirements, are particularly safe and enable sensitive movements even at low speeds. TDB series bevel gears, for example, are easy to integrate by plug & play, are powerful and consume little energy. They are available for wheel diameters of 230 and 254 millimetres. They have a drive torque of up to 750 Nm – 15% more than the predecessor model offers. Parallel shaft gears in the TDF series feature high efficiency, quiet running and longevity. This is ensured by the high-contact-ratio helical gear technology employed by ABM Greiffenberger. The gears are suitable for use, for example, in pallet jacks and three-wheel forklift trucks. The hub wheel gears in the TDH series that will also be shown in Stuttgart are also robust and powerful. Due to their extremely compact design, they are especially suited to autonomous transport system applications and low-profile tow tractors. The TDH gear series is also available for high wheel torques which in particular at low rotational speeds leverage their strengths and enable precise manoeuvring.
ABM at LogiMAT 2019: hall 3, booth B19
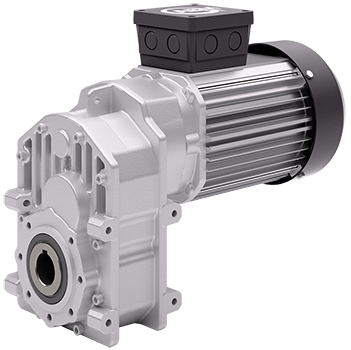
The FGA 172/173 parallel shaft gear has numerous fastening options, allowing for very flexible user-side installation.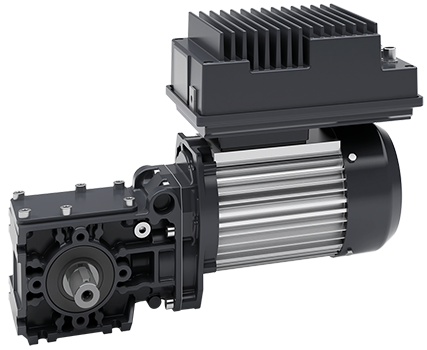
The high-efficiency angular gears feature a high power density with an efficiency of more than 90 per cent.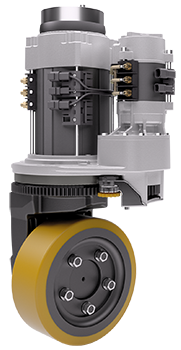
ABM offers solutions from a single source for material handling applications in the areas of traction, lifting and steering.
Parallel shaft gears in the TDF series stand for low energy consumption through maximum efficiency.
Drive Technology with Tons of Power
>The SPS IPC Drives 2018 (27th until 29th November, Nuremberg) is the ideal platform for ABM Greiffenberger to present its comprehensive range of powerful and energy-efficient drive technology for a large variety of industrial applications. Among the highlights in hall 3, booth 520, are besides parallel shaft and angular gearboxes and SINOCHRON® Motors, customized and application-specific drives solutions.
Among the new innovations is the parallel shaft gear FGA 172/173 that can continuously transmit torques of up to 170 Nm and is available with two or three stage gearing. It is especially suitable for use in material handlings technology, e.g. as a drive in chain conveyors, conveyor belts, rotary tables and vertical conveyors, but also as a crane travel drive. This gearbox - as well as the helical and angular gearboxes of ABM Greiffenberger - can be easily combined with three-phase asynchronous motors as well as with SINOCHRON® Motors.
In Nuremberg, ABM Greiffenberger will also present its large selection of energy-efficient SINOCHRON® Motors newly expanded by IEC frame sizes 80 and 100 with up to 13 kW of output. These motors are characterized by high power densities and efficiencies. This is made possible by permanently excited synchronous motors virtually operating without rotor losses. Thanks to anisotropic rotor geometry and optimum ratio of inductance in longitudinal and transverse directions and combined with optimally tuned controller from ABM Greiffenberger, SINOCHRON® Motors can be operated sensorless. Without rotary encoders the drive runs smoothly ensuring maximum user availability and convinces daily with its economic efficiency. Drastically lower energy costs provide quick amortization; moreover, they also offer handling benefits. In many cases, a reduction in motor frame size at the same output is possible: The compact and low-weight motor can easily be integrated into applications. Apart from being used in intralogistics, SINOCHRON® Motors excel in many more industrial applications.
Prepared for Industry 4.0
Whether installed centrally in electrical cabinets or decentrally as motor-mounted inverters: ABM Greiffenberger offers the optimum controller for every application. Application-specific versions round off the portfolio. The controllers are tuned to all motors and can optionally be equipped with the corresponding BUS-systems. Thus, they can be networked and are suitable for Industry 4.0 requirements. The topic Industry 4.0 is in the focus “Networked systems are working more efficiently. Intelligent drive functions as they are offered from a single source by ABM Greiffenberger ensure a higher productivity“, summarises Robert Lackermeier, Managing Director.
For wide range of applications, ABM Greiffenberger has expanded the platform of efficient angular gears up to an output torque of 800 Nm. The two- or three-stage angular gearboxes convince by their high efficiency of more than 90 percent. Their special design allows a space-saving installation and high permissible radial forces. With bevel gears, users receive a highly flexible drive solution with a long service life and quiet operation. ABM Greiffenberger produces the gearbox housing out of die-cast aluminum. Thus they are light yet durable and corrosion-resistant. The gearboxes are exceptionally compact and virtually maintenance-free.
Advanced Development and Manufacturing Expertise
The ABM Greiffenberger exhibit demonstrates its fortitude as a developer of efficient industry-specific and customized drive solutions. All products are designed in-house. Even complex prototypes can be quickly finished thanks to in-house additive manufacturing capabilities. State-of-the-art testing technologies, dynos and a test laboratory for material analysis ensure highest quality in design and engineering already during the development stage. With a state-of-the-art aluminum die-casting foundry, the company has attained a leading position in the production of gearbox housings. High quality drive components are manufactured using automated yet still flexible manufacturing machines and cells. Robot operated manufacturing cells as well as winding lines guarantee uniform series quality.
For ABM Greiffenberger close customer contacts and intensive market monitoring play important roles. ABM Greiffenberger develops – based on a modular and wide-ranging product spectrum - space- and cost-optimized drive systems that cover all aspects of the intended application and offer the maximum user benefits.
ABM at the SPS IPC Drives 2018: Hall 3, Booth 520
The new parallel shaft gear FGA 172 from ABM Greiffenberger scores points as a drive used in materials handling technology as well as used as a crane travel drive.
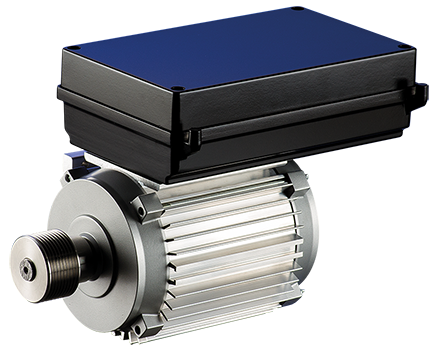
SINOCHRON® Motors from ABM are characterised by high energy efficiency and reliability, among other things.
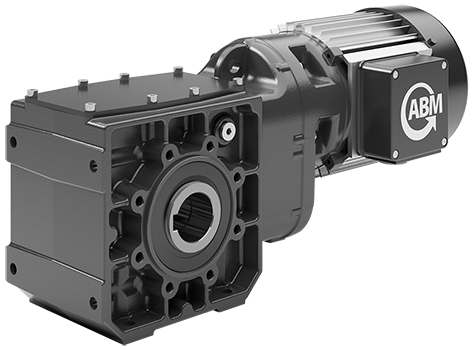
The highly efficient angular gears - here the KG 452 version - are convincing by their high power density with an efficiency of more than 90 percent.
Nine Teenagers start their Working Lives
>From 1st September 2018 onwards, nine young talents strengthen the team of ABM Greiffenberger Antriebstechnik GmbH. They are learning technical professions like electronic engineer for machines and drive technology, mechatronic engineer, tool and metal cutting mechanic or they start a dual education (dual course of studies university mechanical engineering / mechatronics). In the training year 2018/2019, ABM Greiffenberger is now employing 25 young people, 3 of them being young women. All graduates of the past final year were given an employment contract.
„We offer the school graduates a multitude of job opportunities and attractive working conditions“, says Dipl.-Ing. Robert Lackermeier, CEO of ABM. „In the modern training workshop, the complex job profiles are being schooled in practice as well as in theory – that way, we can optimally prepare our trainees for the coming tasks after the vocational training.“
ABM Greiffenberger at the regional vocational training fairs
We kindly invite you to visit us at the coming vocational training fairs in the school centre Kemnath on 29th September 2018, and in the Otto Hahn Grammar School in Marktredwitz on 6th October 2018. Here you can get to know the team of ABM Greiffenberger personally and at the same time collect some information concerning our wide range of vocational training.
In the career portal, you can also find an overview of the training professions which are being offered from 1st September 2019 onwards - applications for them are already welcome.

From left to right: Reimund Lork (Personnel Management), Jan Tröger (Deputy Chairman of the Works Council), Florian Urban (Deputy Youth Representative), Johannes Herrmann (Deputy Youth Representative), Rene Steiner, Tamara Schmauß, Sebastian Dickey, Maximilian Pinzer, Marcel Christ, Lukas Dörfler, Kevin Enders, Sophie Braun, Burhaneddin Akkaya, Robert Lackermeier (CEO) und Bernhard Wenning (Training Manager)
ABM Greiffenberger supplies AC Induction Motors for electric shuttles and autonomous shuttles from NAVYA
>The development and commercialisation of intelligent transport systems is a very high challenge for everybody as NAVYA knows: The French company develops and builds autonomous vehicles for personal transport. NAVYA places highest demands on the drive technology – and found help in Bavaria to meet them. ABM Greiffenberger Antriebstechnik GmbH, with headquarters in Marktredwitz, Germany, developed special electric motors for a new generation of shuttles. These motors distinguish themselves by a consistently high output, efficiency and reliability, and thus fully meet the customer's target specifications.
NAVYA has been developing innovative, environmentally friendly, sustainable mobility solutions since 2014. The company, based in Villeurbanne, Lyon, France, builds driverless electric vehicles that move autonomously on defined routes. ‘We created these shuttles for intelligent transport of people,’ said Thomas Morard (Head of the Development Office) at NAVYA. Nearly three years ago a new model came on the market: The NAVYA AUTONOM SHUTTLE which is an autonomous vehicle with space for up to 15 passengers. It is used on public roads as well as on private properties, as e.g. airports and industrial sites.
NAVYA is enjoying continuous growth. At the end of 2016 the company employed 60 people; now that number is already more than 210. Production takes place at two locations in France and the US. Customers include municipalities, universities, airports and exhibition organisers. NAVYA is mainly active in Europe, the US, Australia, the Near and Far East. To date more than 65 shuttle buses of the NAVYA AUTONOM SHUTTLE have been successfully on the go. Apart from buses, there are autonomous taxis: the AUTONOMS CABS were presented in November 2017 and will be deployed in the second half of 2018.
The Drive System Has To Be Top
NAVYA imposes enormous demands on supplier part quality. For the latest advancements the drive performance played a particularly critical role. ‘It is crucial to be able to rely completely on powerful, reliable motors with a high efficiency,’ explained Thomas Morard (Head of the Development Office). In connection with this the French company sought a strong partner that could meet the high demands on this drive system.
After that search ABM Greiffenberger was selected. The drive specialist has been firmly established in the French market for electromobility for years and maintains close contact with innovative companies and trendsetters in the industry. ABM engineers collaborated closely with their French colleagues in the project phase. ‘We quickly realized that a particularly high-performance and environmentally friendly motor was required here. This was an exciting challenge,’ said Wolfgang Benzing, E-mobility Manager at ABM Greiffenberger.
Customer Expectations Fully Met
The engineers from Marktredwitz designed a robust three-phase induction motor specifically for the use in the NAVYA AUTONOM SHUTTLE. The motor has an optimised air cooling system and can be operated over a wide rpm range. In drive mode it has an impressively high efficiency. The motor has an output of 15 kW in continuous operation, the peak output is 35 kW. The peak torque is 130 newton-metres and the maximum rotational speed 8,000 rpm. The ABM-drive operates with an efficiency of more than 90 per cent.
The three-phase induction motor from ABM Greiffenberger completely won over NAVYA. ‘The drive fully meets our expectations. It is powerful, and we can rely on the fact that our passengers will be safely transported,’ explained Thomas Morard (Head of the Development Office). The French value the high reliability in everyday use. ‘In addition the motor is maintenance-free. This keeps the operating costs permanently low,’ said Aymeric Dubois (Test Engineer). Moreover it is particularly smooth-running and thus provides for low noise emissions.
The cooperation in the development phase also plays an important part for NAVYA. ‘The cooperation with the ABM engineers was very good. We were able to establish a real partnership NAVYA/ABM with them,’ stressed Xavier de la Chapelle (Project Architect). The mutual relationship was always open and solution-oriented. NAVYA looks forward to further cooperation with ABM in the future. This particularly concerns the development and production of more powerful motors for new applications.
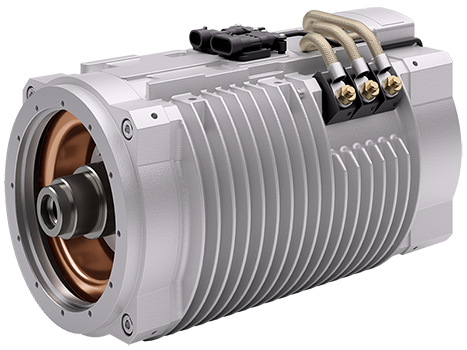
Figure 1: Robust three-phase induction motors from ABM Greiffenberger perform impressively in autonomous shuttles from NAVYA.

Figure 2: The NAVYA AUTONOM SHUTTLE can transport up to 15 passengers.

Figure 3: Wolfgang Benzing, E-mobility Manager at ABM Greiffenberger.
New Bevel Gearbox as Flexible Platform Solution
>ABM Greiffenberger has developed a new bevel gearbox, the TDB230/254 Kombi, for use in electrically driven industrial trucks. The assembly can easily be integrated into existing vehicle series as a flexible platform solution. Users profit from high torques, extremely quiet operation and a long life.
Short delivery times and high inventory turnover rates resulting from the ongoing trend towards online trade also place demands on industrial trucks in logistics. Efficient and flexible drive technology is a key requirement. ABM offers solutions for traction, lifting and steering for material handling trucks. With the TDB230/254 Kombi, the drive specialist has made further system integration advancements. The bevel gearbox can be used for wheel diameters of 230 and 254 millimetres. It can also be supplied in combination with a steering drive and redundant steering monitoring right on the drive wheel. Monitoring as a retrofit kit is an ideal upgrade for systems in use. Installation is fast thanks to the plug and play principle.
With the TDB230/254 Kombi, ABM’s engineers have created an especially efficient gearbox that works reliably for a long time even with a smaller battery. The developers installed various sensors for vehicle function and steering monitoring, for example, enabling the drive position to be checked right on the wheel.
For users this means high process reliability and low maintenance costs due to prompt fault detection. ABM offers the gearbox with different gear ratios and motor sizes. Compared with predecessor models, it offers 15% more torque. The maximum motor output is 4 kW. Despite its high performance, the bevel gearbox operates economically. It is also robust and functions reliably even in extreme environments of temperatures down to minus 40 °C.
Bevel gearboxes from ABM are used in electrically powered mobile vehicles from pallet jacks and order pickers, reach trucks and tow tractors to autonomous transport systems. The smooth running of the drives improves driving comfort and the industrial trucks operate productively thanks to their high dynamics. Other applications for the series besides material handling equipment are aerial work platforms and sweepers / scrubbers.
Over 20 years of Experience in Material Handling
ABM Greiffenberger has been manufacturing AC drives for the material handling sector for over 20 years and has comprehensive know-how as a system supplier for the industrial truck industry. To date the company has supplied over two million drives for applications in material handling systems. The high-quality components leave the plant only after a thorough functional tests.
ABM places great importance in continuous development work oriented towards the challenges of the different branches of industry. In close cooperation with customers at all stages from engineering design to mass production, ABM provides optimised single-source system solutions for a multitude of applications related to traction, lifting and steering. In doing so, the company makes use of a high level of vertical integration and incorporates its application experience into development of new products. System solutions from ABM Greiffenberger are characterised by high performance, favourable energy consumption and low maintenance requirements. They benefit users through their long life and high operational reliability. They are also composed of high-quality, resistant materials and are modularly designed.
Development of new gearbox and motor technologies underscores the pronounced environmental awareness of the company. Drive solutions from ABM – taken from the extensive modular system or custom-made for the specific customer – improve the CO2 footprint for the user.
Figure 1: System integration at the highest level: the TDB230/254 Kombi can be integrated into vehicles with a wheel diameter of 230 mm or 254 mm.
Efficient Drive Technology for many Applications
>ABM Greiffenberger will use the CeMAT 2018 in Hannover (April 23 to 27) to present to an international clientele its comprehensive portfolio of powerful drive systems for a multitude of applications in the areas of material handling and intralogistics. The bevel-gearbox TDB230/254 Kombi and the parallel, hollow shaft gearbox FGA172/173 are part of the innovations shown in Hall 26 at booth D10. These compact drives operate efficiently and provide users distinct advantages with their long service time.
A product introduction of ABM Greiffenberger for material handling applications is the new bevel-gearbox TDB230/254 Kombi. This unit excels with an increased output torque, quiet running and a long service life and is perfect for building vehicle platforms of material handling trucks. Manual or electric steering can optionally be selected. The TDB230/254 Kombi is flexible and designed for wheel diameters of 230 mm as well as 254 mm. In addition it can also be supplied in fully integrated form in combination with a steering drive and redundant steering monitoring directly at the driven wheel.
Specifically for the use in e-mobility ABM develops and builds robust AC induction motors that operated reliably with constant high output. They come with optimum air cooling and can be operated over a large speed range. In drive cycle they convince with outstanding efficiency. The motors are rated at 30 kW but can provide short term up to 60 kW. The maximum output torque is up to 350 Nm and a top speed of 8,000 RPM is possible.
For the first time ABM Greiffenberger presents the new hoist drive units of the GHX-series. They exhibit a high degree of efficiency, are durable as well as powerful and reliable. Compared to previous hoist gear drives the new series expand the possible range of use with larger center to center distances and longer service life. The new GHX 63 allows the installation of wire rope drums with a diameter of up to 270 mm and the GHX 125 even up to 325 mm increasing the design flexibility for crane builders. In addition to hoist drives and motors, travel drives from ABM Greiffenberger combine to ready to mount system solutions. Travel and trolley drives are available as helical/straight shaft gearbox (G-Series), parallel/hollow shaft gearbox (FGA-Series) and now new as angular gearbox (KG-Series) versions, all with integrated safety brakes. They assure vibrationless movement of loads.
In the area of intralogistics the new parallel shaft gear FGA 172/173 from ABM Greiffenberger scores points: It has been especially developed for use in materials handling technology, e.g. as a drive in chain conveyors, conveyor belts, rotary tables and vertical conveyors and can continuously transmit torques of up to 170 Nm. High-grade helical teeth enable reliable and energy-efficient operation as well as low noise levels. With a multitude of mounting options users have great installation flexibility. The gearbox can be mounted laterally or with various flanges or can be used as a slip-on gear with torque support. It is also well suited not only for intralogistics but also as a crane travel drive.
ABM Greiffenberger expanded its range of energy-efficient SINOCHRON® motors by IEC frame sizes 80 and 100 with a maximum output of up to 13 kW. They are characterized by high power densities and efficiencies. This can be advantageous in partial-load - the majority of range drive units are operated in intralogistics applications. The full torque available by the motor is solely used for short periods for the initial moving of the load; afterwards the typical demands are reduced to a range of 20 to 30 percent of the rated output. This is precisely where ABM SINOCHRON® motors provide users substantial process advantages: Their efficiency is more than twice compared to standard asynchronous motors under partial-load. This is made possible by a continuously excited synchronous motor which operates with practically no rotor losses.
The range of displayed products is completed by ABM Geared Motors equipped with INVEOR inverters from KOSTAL. They are the ideal combination to meet the increased market requirements at energy efficient drive technology. Through the cooperation of ABM and KOSTAL users receive powerful system solutions that can be installed in a multitude of intralogistics applications.
Figure 1: Systems integration at the highest level: the TDB230/254 Kombi can be integrated into trucks with wheel diameters of 230 mm as well as 254 mm.
Figure 2: Due to high power density and optimized air cooling this motor achieves outstanding efficiency.

Figure 3: The new hoist drive unit GHX 125 from ABM Greiffenberger is designed for FEM 2m – doubling its service life.
Figure 4: The FGA 172/173 meets the high demands for intralogistics conveyor systems as well as crane travel drives.
Figure 5: ABM SINOCHRON® Motors stand out amongst other benefits with high efficiency and reliability.
Figure 6: All ABM-Motors – AC induction and Sinochron – are optimally tuned with their inverter. In combination they provide energy efficient drive systems with high savings potential.
ABM Greiffenberger Expands SINOCHRON® Motor Portfolio
>ABM Greiffenberger has added unit sizes 80 and 100 with up to 13 kW of power to its portfolio of energy-efficient SINOCHRON® Motors. The system provider will introduce the new unit size 80 at LogiMAT 2018.
ABM SINOCHRON® Motors are characterised by high power densities and efficiencies. This can be made use of very efficiently, particularly in partial-load: more than two-thirds of the drives used in intralogistics – primarily in material handling technology – are operated in this mode. The full torque supplied by the motor is solely used for short periods for the initial move of the load. The drives then usually run at 20 to 30 per cent of nominal load. This is precisely where ABM SINOCHRON® Motors show their superiority over standard asynchronous motors. Their efficiency is more than twice as high in the partial-load. This is made possible by a continuously excited synchronous motor which operates with practically no rotor losses.
Users in intralogistics facilities expect energy-efficient, powerful drives. The drives must also operate reliably if a drive fails it is usually due to speed sensors. Thanks to an anisotropic rotor geometry and an optimum ratio of inductance values in the longitudinal and transverse directions, given an appropriate controller such as the INVEOR drive controller, an ABM SINOCHRON® Motor can be operated without the use of speed sensors. Because the rotary encoder is omitted, the overall drive runs stably and ensures maximum availability.
ABM offers the right controller for every application – installed centrally in the electrical cabinet or de-centrally as a motor mounted converter. Application-specific versions round off the portfolio. Through the direct connection of the controller to a 400V power supply, project planning is simplified and installation requirements minimised. All controllers can optionally be equipped with the corresponding bus systems. Thus, the drives can be networked and are suitable for meeting the requirements of Industry 4.0.
SINOCHRON® Motors from ABM have been proven in daily use to have impressively high availability and economic efficiency due to their high efficiency which corresponds to the Super Premium Efficiency class IE4.
The drives operate reliably at ambient temperatures from –30 °C to +60 °C. Thus, they offer users a broad area of applications – from the Arctic to the desert. Torque fluctuations are minimal thanks to the special rotor design. This provides for very good torque synchronisation and a low noise level. ABM has taken various design measures aimed at addressing demagnetisation of the magnets to yield an especially high service life and thus high facility availability.
Use of a SINOCHRON® Motor also usually enables a reduction in unit size. The result is a low-weight drive that can be integrated easily into the application on account of its compactness. Amortisation is achieved much more quickly due to drastically lowered energy costs.
ABM SINOCHRON® Motors can be combined with all ABM gears (helical, parallel shaft, and angular gears) and are hence the ideal drives for ‘green logistics’. Apart from being used in intralogistics, SINOCHRON® Motors are suitable for use as pump and vehicle drives as well as for a multiplicity of further industrial applications.
Figure 1: SINOCHRON® Motors from ABM are characterised by high energy efficiency and reliability, among other things.
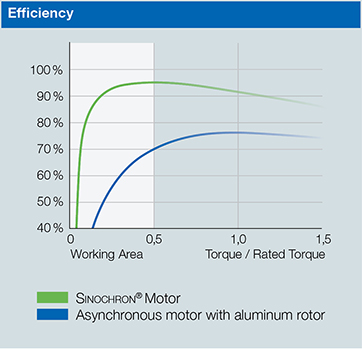
Figure 2: The partial-load efficiency of a SINOCHRON® Motor is twice as high as that of an asynchronous motor.
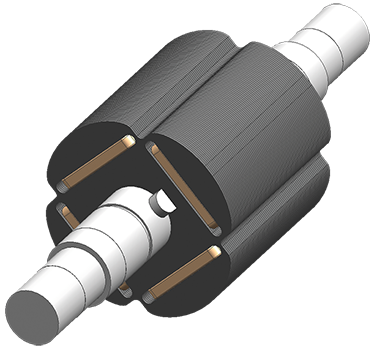
Figure 3: Due to the anisotropic rotor geometry SINOCHRON® Motors are optimally suited for sensorless operation.
New Parallel Shaft Gear from ABM Greiffenberger Scores Points in Materials Handling Technology
>The new FGA 172/173 parallel shaft gear from ABM Greiffenberger meets the stringent demands imposed on materials handling facilities in intralogistics. The drive is compact, works very efficiently and has impressively long operating times.
The parallel shaft gear can continuously transmit torques of up to 170 Nm. It is especially suitable for use in materials handling technology, e.g. as a drive in chain conveyors, conveyor belts, rotary tables and vertical conveyors. The FGA 172/173 features high-quality angled teeth which enable reliable and energy-efficient operation as well as low noise levels. ABM makes the teeth and the light but robust aluminium housing in its in-house production facilities.
The new version in the parallel shaft gear series also has a multitude of fastening options. This gives users great installation flexibility. The gearbox can be mounted laterally or with various flanges or can be used as an add-on gear with torque support. In materials handling facilities the drive can be mounted underneath the conveyor belt for space-saving purposes. The FGA 172/173 can be easily combined with three-phase asynchronous motors as well as with SINOCHRON® Motors from ABM Greiffenberger.
The 172/173 version features a very high efficiency, can handle excessive loads and is extremely powerful. The parallel shaft gear is available with two or three stages. It can be used not only for materials handling logistics, but also as a crane travel drive because small gear reductions with the two-stage design can be realized. ABM design engineers have accommodated both designs in their own housings. The drive thus is very compact especially the overall length has been optimized. The new version closes the gap between the FGA 103 and the FGA 283 introduced by ABM in 2014.
Figure 1: New parallel shaft gear from ABM Greiffenberger Scores Points in Materials Handling Technology.
Successful Cooperation between ABM and KOSTAL
>Drive specialist ABM Greiffenberger and KOSTAL Industrie Elektrik maintain a strategic partnership and jointly present system solutions on the market. In an interview Robert Lackermeier, CEO of ABM, and Dirk Fedder, Drives Business Unit Manager at KOSTAL, talk about the strategic plan and the benefit to the customer and simultaneously take stock.
How long has the cooperation between ABM and Kostal existed?
Robert Lackermeier: ‘ABM and KOSTAL have been working together on selected applications in the project business since January 2017. Our solutions are used, for example, in conveyor belts, pumps and fans. The joint systems expertise is also reflected in agitators, mixers, gate drives and many other industrial applications.’
What were the reasons for the cooperation?
Robert Lackermeier: ‘One of our common aspirations is to create smart solutions that are reliable and powerful in practice for customers. Our motors and gear motors as well as the Inveor drive controllers from Kostal are the ideal combination for satisfying the requirements of the market for long-lasting and energy-efficient drive technology.’
How has the cooperation developed?
Robert Lackermeier: ‘We assess the cooperation up to now very positively. At present a large number of customer projects are being handled. The volume in euros is in the range of tens of millions. Thus we are completely satisfied with the cooperation.’
How is the authority distributed – who is responsible for what?
Robert Lackermeier: ‘Both ABM Greiffenberger and KOSTAL Industrie Elektrik are pros for their respective core competences. In practice this means that we present ourselves as experts in the field of gear motors and contribute our sophisticated and powerful drive solutions for machines, facilities and mobile devices. KOSTAL contributes its solid industry experience and delivers user-friendly and networkable frequency converters. Through this close cooperation we can provide the best possible support to our customers.’
How does the customer benefit from the cooperation?
Dirk Fedder: ‘The benefit to the customer is greater than the sum of the individual parts. Users save on engineering efforts. Each company is a specialist in its own field. By bundling our competence portfolio in mechanics and electronics we cooperate closely to create a system solution with maximum energy efficiency and reliability. Through perfectly coordinated product ranges we create a measurable added value for the customer. The customer also experiences this expertise in communication with the two companies. For the user each company supplies a contact person who is responsible for all activities.’
Robert Lackermeier: ‘From our point of view performance is not defined by torques alone, but in particular by the benefit to the customer. In every single project we want to offer the best technological solution for sustainable value creation. Robust and compact drive units which can be used universally and globally arise from this. Through our extensive industry experience in mechanics and electronics the customer always receives the right system solution optimally coordinated with the given application. Everything Engineered in Germany and from a single source, from the development phase to delivery of mass-produced goods. There is only one contact person for all issues. This ensures short communication paths and solution-oriented work. We also pursue this strategy in aftersales.’
What do you expect from the joint presentation at LogiMAT?
Robert Lackermeier: ‘Up to now we have only expanded our successful cooperation via customer channels. With the joint trade fair presentation we want to make ourselves more known.’
Dirk Fedder: ‘We expect a communication boost from the trade fair. Our declared goal is to reach a larger number of potential users and accentuate the advantages of our joint expertise.’
Figure 1: Robert Lackermeier, CEO of ABM Greiffenberger, assesses the cooperation very positively.

Figure 2: For Dirk Fedder, Drives Business Unit Manager at KOSTAL, customers receive a measurable added value through the cooperation.
Figure 3: Smart system solutions with added value for the user arise out of the cooperation between ABM and KOSTAL. The gear motor is from ABM and the drive controller is from KOSTAL.
ABM and Coastal: Successful Cooperation for over 30 Years
>ABM Greiffenberger delivers to the Canadian crane manufacturer Coastal hoist and travel drives for over 30 years. Since the 1980’s – Coastal was ABM’s first foreign hoist drive customer – a close cooperation based on trust and transparency developed. In an interview Coastal CEO Jim Caldwell describes how this business relationship started and flourished to today’s successful model.
Mr. Caldwell, could you please introduce Coastal Pacific Crane?
“In 1993 Gantron employee Matt Horst assumed ownership after the previous owner had declared bankruptcy. We develop and build hoists and cranes that are sold under the brand name Gantron. At our Surrey location we have 17 employees. Our key markets are Canada and the US. We also deliver units to South America, Asia and Russia. Our cranes are being used in wood processing, mining and general machine building. We are currently generating annual sales of 1.65 Million Euro but intend to grow substantially over the next years. In 2016 Coastal was acquired by the crane builder CRS. After the takeover I assumed the responsibility as CEO but Matt is still on board as technical director.”
The partnership with ABM exists for over 30 years. How has it evolved?
„The beginning goes back to the 1980’s when Matt Horst suggested to develop an own product line for Gantron. In 1982 he traveled with the Coastal owner at that time to Europe to search for able component suppliers. During a visit at a German crane builder it was suggested to contact a component manufacturer by the name of ABM Greiffenberger. A short time later the first discussions with ABM development engineers took place. Matt Horst was impressed by the design concepts and both sides manifested interest in a long term cooperation. Matt returned to Canada and started to develop his Gantron line based on the technical know-how of the ABM engineers. Over the years the cooperation steadily evolved and today we maintain open and trusting contacts on a level playing field.”
Matt Horst and you already visited ABM. With what impressions did you come away?
„Still today Matt Horst raves how the ABM team approached the project with great engagement from the beginning. During my first visit I immediately felt understood and was inspired by the instant and consequent support by the systems supplier for our future plans. A tour of the manufacturing plants convinced me of the professional function of the supply chain. Equally impressive was the high level of manufacturing technologies in the plants.”
What are the advantages of ABM Hoist Drive Units?
„We supply reliable crane solutions to our customers that also must perform in tough applications. This requires the installed components to be powerful. The ABM Hoist Drive Units excel with a high grade of quality and are compact, energy efficient and with a low weight easy to mount. Our longtime experience with ABM has proven that their engineers are real experts. They exactly know the market needs and continuously develop their products accordingly.”
What are the advantages of ABM travel drives?
„On travel drives we appreciate as well the outstanding workmanship. Additionally ABM offers a great variety of drive types for a wide range of applications. We can bank on ABM using only high grade components for their drive units. This assures the components are robust and therefore reliable and durable.”
What do you appreciate the most in your cooperation with ABM?
„ABM is an active and engaged partner we can rely on when implementing demanding projects. In all the years of our cooperation we always valued the constant high level of quality of ABM products. This significantly contributed to the outstanding reputation Gantron products enjoy in the market related to reliability of their cranes and hoists. The performance of ABM motors and gearboxes is of utmost importance for the implementation of our future growth plans.”
How do you rate the service and support from ABM?
„From the beginning the support by ABM employees was outstanding. Our questions are promptly and competently answered; this applies to technical and commercial matters. Even in strategic respect ABM is responsive. At this time ABM is exploring different options to reduce the delivery times to Canada. This type of service is also very critical to achieve our growth goals.”
How do you rate ABM’s innovative capacity?
„During my visits to Marktredwitz I witnessed the high level of innovative capacity. There is plenty of in-house capacity and a great understanding for the design and manufacturing of powerful motors and gearboxes. The ability to continuously refine the products to meet the ever changing market demands is the key to ABM’s success.”
How do you see the future of the cooperation with ABM?
„We are glad to have in ABM a high-performance supplier of motors and gearboxes as reliable partner. Hence we optimistically look ahead. In the coming years ABM Greiffenberger will be the most important partner for Coastal.”
Figure 1: The new GHX-Hoist Drive Line from ABM Greiffenberger designed to meet FEM 2m – doubling the durability of the drive units.

Figure 2: Comprehensive program of travel drives: Travel drives from ABM are available as inline shaft, parallel/hollow shaft and angle drive units.
Figure 3: Matt Horst (on left) and Jim Caldwell: "The ABM Hoist Drive Units impress with their high grade of quality."
New High Performance Hoist and Angular Travel Drives
>Many mid-size crane manufacturers bank on complete hoist drive technology solutions from ABM Greiffenberger. These drives are specifically developed for this market segment and characterized by a high degree of functionality. With the new GHX-Series the systems provider has now developed new powerful and energy efficient hoist gear drives with outstanding overall energy efficiency. In addition new angular travel drives provide a new option for crane builders.
Compared to previous hoist gear drives the new series expand the possible range of use with larger center to center distances. The new GHX 63 allows the installation of wire rope drums with a diameter of up to 270 mm and the GHX 125 even up to 325 mm increasing the design flexibility for crane builders. Another benefit on inverter operated hoists is the possibility to increase the no-load lifting speed up to 200 Hertz substantially reducing cycle-times. On two speed hoist motors ABM further optimized the speed change behavior reducing operating noise. The GHX-Series hoist drives are designed to meet FEM 2m resulting in doubling their service life. A further new hoist drive type GHX-250 with load capacities of up to 25 metric tons is currently under development.
Thanks to aluminum housings the hoist drives are light weight and highly corrosion resistant. Complete gearbox-motor-brake units can easily be mounted to the hoist frame. U-shaped cable drum set-up provides space saving mounting and enables a compact wire rope design to state of the art criteria. Numerous options and protection classes are available and provide maximum flexibility to adapt to crane builder’s requirements. As an example available auxiliary electrical fans and encoders complement a hoist drive unit for inverter operation.
ABM hoist drives are designed for lifting loads from 3.2 to 40 metric tons with a 4/1 reeving. All drives offer dynamic acceleration that despite soft start combine high start, saddle and tilting moments to assure dependable and vibration free movement of loads. Drives for crane and hoists must also reliably operate under most difficult ambient conditions such as extreme heat in foundries or bitter cold in freezer warehouses. Therefore ABM Greiffenberger only uses high grade materials to manufacture hoist drive parts. One hundred percent documented manufacturing processes assure safety and dependability even in adverse environments.
ABM Angular Gearboxes as Travel Drives
In addition to hoist drives and motors, travel drives from ABM Greiffenberger combine to ready to mount system solutions. Travel and trolley drives are available as helical/straight shaft gearbox (G-Series), parallel/hollow shaft gearbox (FGA-Series) and now new as angular gearbox (KG-Series) versions, all with integrated safety brakes. With two lines ABM Greiffenberger is offering the optimum solution for any speed and positional accuracy requirement: Professional-Line Drives provide two travel speeds. Special motor design and a cast iron fan that also functions as a flywheel guarantee smooth acceleration and soft braking for vibration free transporting of loads. Drives of the Automation-Line enable safe and reliable process operation at variable speeds and meet the highest demands for positioning accuracy. Special long-life winding insulation optimizes motor protection.
KG-Series angular gearboxes can also be used as travel drives for cranes. They are powerful, very energy efficient and offer a high degree of overall efficiency. A unique gearbox concept enables space saving installation and large permissible radial forces. The compact design of angular travel drives provides a wide variety of different mounting options. This offers users maximum design flexibility. The drives also excel with long durability and low operating noise levels.
ABM Greiffenberger offers a comprehensive program of drive options to crane and hoist manufacturers meeting all demands for performance, safety, reliability and energy efficiency. In addition to hoist drives and motors, straight shaft-, parallel/hollow shaft- and angular travel drives ABM Greiffenberger also can supply electronic motor inverters that come with individual parametrization for optimum performance at all application demands.
The hoist technology portfolio is rounded off with powerful, reliable chain hoists, designed for tough use and with a load capacity of up to 2,000 kg. They are available for industrial or entertainment application. For over 40 years engineered in Germany - ABM Greiffenberger produces and develops drives for hoists and by now has over one million in use worldwide.
The new hoist drive GHX 125 by ABM Greiffenberger meeting FEM 2m doubling the service life.
ABM angular travel drives offer the user a large variety of mounting options.
Five trainees start their working lives
>A new stage of life starts for five young people when they begin their vocational training. Since September 1st, 2017, they have been following their training in the occupational areas electronic engineer for machines and drive technology, mechatronic engineer, technical product designer, tool and metal-cutting mechanic at ABM Greiffenberger.
In the training year 2017 / 2018, ABM Greiffenberger is now employing 25 trainees who learn a technical profession – 2 of them being young women.
„At ABM Greiffenberger, youth development for our own demand is designed to create long-term future prospects. Our modern training workshop ensures a high standard of vocational training. The specialists of tomorrow are – especially in connection with the topic Industry 4.0 – an important success factor for a sustainable growth.“ emphasises Dipl.-Ing. Robert Lackermeier, CEO of ABM.
Sent by the social welfare work at the Campus in Hof, one further apprentice is learning the occupation of cutting machine operator at ABM Greiffenberger. In his first year of training, he has already been in the training workshop of ABM several times as a trainee and now, he is continuing his practical training at ABM and is also being prepared for his final examinations by the ABM instructors.
Invitation to the regional vocational training fairs
Our apprentices are already looking forward to presenting their new training project to you, the „Pin-Kick“. The Pin-Kick is a mixture of a soccer table and a pinball machine and it can be tested at the vocational training fair at the Otto-Hahn Grammar School in Marktredwitz on the 23rd September 2017. You are also welcome to visit us at the vocational training fair at the secondary school in Kemnath on the 7th October 2017.
Applications for 2018 are as of now welcome
For the year 2018, applications are already possible. For more information, please visit the career portal.

F.l.t.r.:
Jonas Neumann, Patryk Goncalves, Robert Lackermeier (CEO), Jens Fronhöfer, Reimund Lork (Personnel Management) ,Johanna Kick, Bernhard Wenning (Training Manager) ,Maximilian Ibisch, Johannes Herrmann (Deputy Youth Representative) and Adrian Amidovic (Diakonie am Campus, Hof)
ABM Greiffenberger: Successful in China for Ten Years
>Ten years ago, in June 2007, ABM Greiffenberger Antriebstechnik GmbH founded its subsidiary ABM Drives Suzhou Co. Ltd. in the Chinese city of Suzhou, near Shanghai – and has written a success story since. What began with four employees grew continually in the following years. In 2017, sales are at 13 million EUROS and ABM Drives is well established in the market.
Back then, ABM Greiffenberger went to China in order to better serve customers worldwide, to improve response- and delivery times, to ensure quick service and to strengthen its position in the global market. Today, there are 27 employees working in sales, purchasing and production in Suzhou. By the end of August, a move is planned into a new and larger building, not far from the present location. Instead of the present 1,250 square meters, there will be about 3,200 square meters of which 2,450 will be for production and logistics. Robert Lackermeier CEO of ABM Greiffenberger Antriebstechnik says: “The old building is bursting at the seams, the move opens best prospects for the future“. In these premises, further products will be built for the Chinese market and new production processes will be added. “This will strengthen our position even more“.
Since its foundation in 2007, ABM Drives has been growing constantly. Sales increased from 1.9 million EUROS (2009) to currently 13 million. Bernd Hauenstein, General Manager of ABM Drives (Suzhou) Co, Ltd. says: “We have established ourselves very well in the Chinese market. We are offering comprehensive service with short response times because our employees are quickly on site”. “The production in Suzhou ensures short delivery times. We are producing a very high quality which meets German and international standards”. In general, the order situation at ABM Greiffenberger is very good and above plan. Orders are above the level of the previous year and the project pipeline with concrete requests for customized solutions is well filled.
Meanwhile the activities in China are excellent. The Weihua – Group, a prominent Chinese crane builder has honored ABM as an ”Outstanding Supplier“. For the assessment, the selected criteria were quality, innovation ability and delivery reliability. ABM Greiffenberger supplies Weihua with hoist and travel drives for hoist technology.
It is the future goal for the drive specialist to penetrate the focused markets of hoist technology, conveyor technology, storage logistics, material handling, e-mobility and renewable energies even more intensively. In addition, the company aims at further areas, like construction- and textile machinery in order to increase world market shares. In order to achieve this, ABM expands product lines like angular gearboxes and Sinochron motors and develops innovative future oriented drive systems including new electric motor technologies.
Robert Lackermeier, CEO ABM Greiffenberger Antriebstechnik, sees a strengthened position of his company in China.

Bernd Hauenstein, General Manager of ABM Drives: “We offer comprehensive service and short response times“.

This one of the most frequently sold products of ABM Drives Suzhou Co. Ltd., revenue of the wheel-hub drive is in the five digit range.
The compact hoist drives with reeving of 4/1 easily handle loads up to 40 tons and are very successful in the Chinese market.
ABM Greiffenberger invests Millions
>ABM Greiffenberger invests a double-digit million EURO amount in the Upper Franconian Marktredwitz and the Polish Lublin locations. The money is used for automation and modernisation of production, expansion of the production capacity as well as research and development. Thus, the company belonging to the senata Group is further expanding its leading position in the drive technology market.
“We are investing in the entire technological production processes in order to strengthen our competitive production of components for gearboxes, motors and inverters and to offer our customers our service in a sustainable manner”, emphasises Dipl.-Ing. Robert Lackermeier, CEO of ABM. “In doing so, we focus on digitalisation and industry 4.0 in order to be well positioned for the future.” All investments in both the machinery that will be partly equipped with robot technology and the new production technologies are targeted towards this.
“By spending capital in the double-digit million EURO range, ABM Greiffenberger, which is one of the most important companies of our Group, is sustainably strengthened for the future”, explains Dr. Werner Folger, CEO of the senata GmbH. “With high-performance machinery, ABM Greiffenberger will increase its competitiveness and success in the drive technology market”.
The money is used for the mechanical and machining production, including machining centres that are modern, automated and equipped with handling systems, as well as for the motor production. The financial commitment strengthens the Marktredwitz location, secures employment and further expands the system expertise of ABM Greiffenberger.
The processes are enhanced and constantly optimised both in administration and in all operational, value-adding divisions across companies. Thus, a product configurator is currently being launched and the ERP system is being advanced towards lean production and one-piece flow. The release change also includes the connection to a warehouse management system and the electronic data interchange (EDI) with external business partners. Moreover, ABM Greiffenberger further advances the internationalisation. The distribution at home and abroad, in Europe, Asia and North America in particular, receives personnel support. Thus, the company is extremely well positioned globally - both in terms of distribution and by a sophisticated supply chain.
The order situation at ABM Greiffenberger is very pleasing and significantly above forecast. The orders surpass the previous year’s figure by 15 percent. The project pipeline with specific enquiries regarding customer-specific special solutions is well filled as well. Research and Development personnel capacity will be increased and also benefits from the expansion of the test facility and the available equipment for initial type approval testing of new products.
The Lublin location in Poland was strengthened as well. The production area was extended by 5,500 to 15,000 square metres and equipped with ultra-modern machinery. In addition to automated assembly conveyors with integrated test cells for pre-assembly of windings, high-performance, 4.0-enabled assembly lines with visualisation of important data for process control are used.
ABM Greiffenberger has sales offices in Austria, France, Turkey, the USA and India. In Suzhou, China there is - in addition to a sales organization - an assembly department that will be enlarged and modernised as well.
The company aims at entering the focus markets Hoisting Technology, Warehousing, Material Handling, E-Mobility, Renewable Energies as well as other sectors such as Construction and Textile Machinery even more intensively and increasing the market share on a global scale. In order to achieve this, ABM expands product lines such as angular gearboxes and Sinochron motors and develops innovative, trendsetting drive systems, including new electric motor technologies.
ABM Greiffenberger works both reliable and cooperatively as supplier for numerous well-known companies. Consequently, the company has already received awards for its work: For the second time in a row, ABM received the Supplier Award in the category hydraulic and e-drives of the Jungheinrich AG. With this award, the intralogistics specialist recognised the excellent performances regarding the supply of traction and steer systems for forklifts, pallet trucks and order pickers. ABM was also honoured as “Excellent Supplier” by the Weihua Group, an important crane manufacturer from China. Criteria such as quality, capacity for innovation and delivery reliability were used for the evaluation. ABM Greiffenberger supplies the Group with hoist and travel drive units for the hoisting technology.

Figure 1: Headquarters of ABM Greiffenberger Antriebstechnik GmbH in Marktredwitz / Germany.

Figure 2: Automatic packaging, welding and isolation cell for stator packages for the use in electric motors at the Marktredwitz location.

Figure 3: Assembly lines at ABM Greiffenberger in Lublin/Poland.
Figure 4: The highly efficient angular gearboxes – here version KG 452 – convince with their high power density with an efficiency of more than 90 percent.
Figure 5: Dipl.-Ing. Robert Lackermeier, CEO of ABM Greiffenberger.

Figure 6: Dr. Werner Folger, CEO of senata GmbH.
ABM Greiffenberger Again one of Jungheinrich’s Top Production Suppliers
>For the second time on April 06, 2017 the supplier day was held at the Jungheinrich AG, Moosburg (Upper Bavaria) plant with the theme “More Speed. More Flexibility. More Value. 2017”. Jungheinrich AG used the opportunity to communicate with its suppliers – over 70 representatives from more than 50 companies were present – about the perspectives and objectives of the cooperation. Highlight of this event was the presentation of the 2016 Supplier Awards.
With this award the enterprise recognizes its top suppliers in five categories for excellent performances because as Jungheinrich says: “As a strong company we need strong suppliers”. Criteria such as constant high quality level, first-rate delivery reliability and special innovation performance are important indicators for the evaluation.
Josef Fedlmeier (Commodity Group Manager, Jungheinrich AG) picked the following words in his tribute: “The Jungheinrich Supplier Award goes to an innovative company, which constantly contributes to new developments of Jungheinrich AG and offers solutions for the future. ABM Greiffenberger is characterised by a long and successful cooperation with Jungheinrich AG, which we want to continue and develop further. The company was already awarded with a Supplier Award last year and confirmed the excellent performance again. The award goes to a specialist in the field of gearboxes and complete drive systems! Congratulations to ABM Greiffenberger.”
Robert Lackermeier (CEO) and Mayk Krueger (Branch Manager Material Handling) accepted the award for ABM Greiffenberger in the category hydraulic and e-drives (electrical drives). ABM Greiffenberger has already worked successfully and cooperatively with Jungheinrich AG for three decades and supplies Jungheinrich AG with traction and steer systems used in 3-wheel sit down fork lifts, pallet stackers, pallet trucks and order pickers.
“We are extremely delighted to accept this award for the second time in succession and to be honoured for our effort to develop and supply sustainable and innovative drive solutions”, says Robert Lackermeier. “We will continue giving nothing less than our best to participate in positively shaping the further growth of Jungheinrich AG with our pioneering products.”
Figure 1: Dr Sebastian Quack handed the Supplier Award in the category “Hydraulic and E-Drives” to Robert Lackermeier
From Left-to-Right: Dipl.-Ing. Robert Lackermeier (CEO, ABM Greiffenberger) and Dr Sebastian Quack (Manager Supply Chain, Jungheinrich)

Figure 2: ABM Greiffenberger was honoured as specialist in the field of gearboxes and complete drive systems
From Left-to-Right: Dipl.-Ing. Robert Lackermeier (CEO, ABM Greiffenberger) and Dipl.-Ing. Mayk Krueger (Branch Manager Material Handling, ABM Greiffenberger)
Figures: Jungheinrich AG
ABM Greiffenberger adds Inveor Frequency Inverters to Sales Program
>ABM Greiffenberger Antriebstechnik GmbH has expanded its product portfolio and now also offers the Inveor inverter platform. With a modular design the motor mounted inverter is particularly flexible and excels in many industries and applications. This innovative inverter offers users a wide range of capabilities to increase the efficiency of their equipment.
All ABM motors – either asynchronous or SINOCHRON® – are optimally adapted to the inverter. The combination of high motor efficiencies with efficient inverters results in particularly energy-conserving and cost saving drive systems. ABM offers Medium-Line inverters Inveor Alpha ranging from 0.25 to 0.75 kW output. For more demanding applications, the Premium-Line is available with an output range of 0.37 to 22 kW. Based on a broad range of experience from development and production of customer-specific drive solutions, a universally applicable, modular design has evolved. The Inveor platform allows for easy implementation of user-specific applications.
An intuitive operating and programming concept characterizes the inverter. The user receives relevant information about the operating state of the frequency inverter through a handheld control unit with clear text display at any time. This allows a quick and easy start up and helps to reduce costs. With optional fieldbus systems such as CANopen, EtherCAT or Profibus as well as an integrated PLC function according to EN 61131-3, it is perfectly suited for use in industrial 4.0 environments. Touchscreen terminals for control and visualization are also available as options.
Low power consumption makes the inverter attractive for industrial applications. This is made possible by the vector-oriented control and a power-saving function. A PID controller with integrated stand-by function as well as a wide input voltage range offer additional energy efficiency advantages.
The Inveor is easy to install and excels with its service friendliness. It consists of a compact die-cast housing that can be installed either as an integrated unit with the motor or separately from the motor. Its robust construction makes the inverter highly temperature and vibration resistant assuring trouble-free operation even under harsh production conditions. The modular platform makes adaptation to existing equipment easy and availability in protection class up to IP65 allows worry-free outdoors use. Optimized circuit topology with self-cooling up to 7.5 kW and S1 (continuous duty) operation of 3-phase motors ensure high reliability and minimal maintenance.
All ABM motors – either asynchronous or SINOCHRON® – are optimally adapted to the inverter. Together they provide a particularly energy-efficient drive system with high savings potential.
Integration of ABM Greiffenberger Antriebstechnik into senata Group
>On 01/10/2016, ABM Greiffenberger Antriebstechnik GmbH was integrated by 100% into the senata Group with head offices in Freising. The senata Group is an owner-operated, medium-sized family company with now almost 400 Mio. € annual turnover and more than 2.000 employees.
“The integration into the senata Group also opens new opportunities for synergies with the sister companies,” says Robert Lackermeier, managing director of ABM Greiffenberger Antriebstechnik GmbH. “Thus our marching course „ABM is getting fit for the future“ is even more significantly strengthened.”
We would like to thank our customers and suppliers very much indeed for the confidence placed in us – despite the difficult times – during the last months. Top quality and delivery reliability still remain the basis for our long-term good cooperation.
Apprenticeship Fairs
Get to know us
"FUTURE.gram" (Apprenticeship & Study Fair)
April 24 & 25, 2026 | Glasschleif, Marktredwitz
Get to know us
Apprenticeship Fair in Selb 2026
January 31, 2026 | Dr.-Franz-Bogner-Mittelschule, Selb
Get to know us
Apprenticeship Fair in Marktredwitz 2026
September 26, 2026 | Fichtelgebirgsrealschule,
MarktredwitzGet to know us
CareerForum 2026
May 20, 2026 | University Bayreuth
